КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Физико-механические свойства абразивных материалов
|
|
|
|
АЛМАЗЫ
Природные алмазы кристаллизовались на большой глубине при огромном давлении земных недр и высокой температуре (2000 – 25000С) из расплавленной магмы, содержащей углерод. Алмаз самый твердый в природе минерал (105 МПа), устойчивый к физическим и химическим воздействиям. Твердость алмаза зависит от кристаллического строения, т.е. от расположения атомов углерода. Наиболее твердый алмаз, имеющий атомную решетку в виде октаэдра, затем ромбододекаэдра и менее твердый – куб. Обрабатываемость (шлифуемость) алмаза легче в направлении, параллельном граням кристалла, так как в этом направлении атомы наиболее удалены друг от друга. Термостойкость алмаза сравнительно невысокая. В неокисляющейся атмосфере (водороде, азоте) алмаз можно нагревать до температуры более 10000С без изменения его свойств. Заметное окисление алмаза в среде кислорода начинается при температуре 7000С. Тепловое расширение алмаза самое низкое, а теплопроводность высокая. Она в 7 раз выше теплопроводности быстрорежущей стали и в 5 раз выше теплопроводности твердого сплава Т15К6. Алмаз отличается низким коэффициентом трения, который в 3 – 4 раза ниже коэффициента трения твердого сплава с обрабатываемым материалом. Алмазы бывают ювелирные и технические.
Ювелирные – наиболее высокосортные алмазы.
На технические цели используют 80 % природных алмазов, особенно для изготовления шлифовальных кругов и доводочных паст, а также для алмазно-металлических карандашей. Технические алмазы разделяются на бортсы, балласы и карбонадо. Наиболее лучшие из них – карбонадо. Это весьма тонкозернистые, твердые и плотные кристаллы, имеющие острые ребра. Учитывая высокую стоимость природных алмазов, а также их недостаточность для удовлетворения нужд промышленности. Институт физики высоких давлений Академии наук СССР в 1960 г. синтезировал алмаз в лабораторных условиях, а Киевский институт сверхтвердых материалов в 1961 г. начал промышленное производство синтетических алмазов из графита при высоких давлении и температуре, т.е. при тех же условиях, при которых образовался природный алмаз. Графит имеет гексагональную структуру. При этих условиях углерод кристаллизуется в более плотную кубическую структурную решетку, свойственную природному алмазу. Синтетические алмазы имеют те же химические и физико-механические свойства, что и природные. Наиболее эффективно алмазные инструменты применяются при обработке твердых и хрупких материалов – твердых сплавов, полупроводников (германий, кремний), рубинов, керамики, мрамора, стекла и др.
|
|
|
Алмазные инструменты нельзя применять для шлифования сталей, так как при этом возникает высокая контактная температура 800 – 10000С и алмаз в атмосфере кислорода сгорает. Все синтетические алмазы и 70 – 80 % природных алмазов подвергаются дроблению для получения алмазных порошков. При этом около 80 % алмазных порошков используется в связанном состоянии для изготовления различных алмазно-абразивных инструментов (шлифовальных кругов, хонов, притиров и др.), а остальные 20 % применяются в свободном состоянии в виде абразивных порошков и паст для доводки и полирования изделий из указанных ранее материалов. Монокристаллы и поликристаллы алмаза или осколки размером более 800 мкм называются алмазным зерном. Совокупность алмазных зерен менее 800 мкм называется алмазным порошком. В зависимости от размера зерен и метода их получения алмазные порошки по ГОСТ 9206-80 делятся на две группы: шлифпорошки и микропорошки.
Шлифпорошки выпускают с размером зерен от 800 до 40 мкм. Классификачия зернистости та же, что и абразивных материалов, но обозначается через дробь, например, 800/630, 630/500, …, 50/40.
|
|
|
Микропорошки выпускают с размером зерен от 63 до 0,5 мкм и обозначаются также через дробь: 63/50, 50/40, …, 2/1, 1/0. Они применяются в основном для доводочных паст.
Шлифпорошки из природных алмазов выпускаются марки А и применяются для инструментов на металлических связках, работающих в условиях высоких удельных нагрузок. Шлифпорошки из синтетических алмазов выпускаются пяти марок: АСО, АСР, АСВ, АСК и АСС. Здесь последние буквы означают соответственно: обычной, повышенной, высокой прочности, крупные К, самые крупные С и прочные. Кроме того, выпускаются микропорошки с покрытием, упрочняющим зерна, способствующим отводу тепла из зоны резания и увеличивающим сцепляемость алмазного зерна со связкой. При обозначении порошка с покрытием к его марке добавляется буква М.
Характеристики абразивных инструментов. При абразивной обработке применяются инструменты на жесткой основе (круги, сегменты, бруски), на гибкой основе (эластичные круги, шкурки, ленты), а также пасты и абразивные зерна.
Шлифование и абразивная отрезка выполняются шлифовальным (абразивным) кругом в виде диска чашечной, прямоугольной или иной формы. Абразивные круги изготавливают из пористого композиционного материала, состоящего из абразивных зерен, связки и пор.
К шлифовальному кругу предъявляют разнообразные и высокие требования. Он должен быть достаточно прочным, жестким, твердым, теплостойким. Прочность необходима, чтобы выдерживать нагрузки от сил резания, закрепления инструмента на шпинделе и центробежных сил, жесткость - чтобы обеспечить внедрение абразивного зерна в обрабатываемый материал при шлифовании.
Оптимальная твердость круга требуется, чтобы удерживать работоспособные абразивные зерна и освобождать изношенные, а теплостойкость - чтобы сохранять все эти свойства при воздействии высоких температур. Шлифовальные круги характеризуются абразивным материалом, его зернистостью, твердостью, структурой, связкой, а также классом точности, формой и размерами.
Абразивными материалами называют вещества повышенной твердости, применяемые для механической обработки.
|
|
|
Абразивные материалы могут быть природными (кварцевый песок, корунд, наждак, алмаз и др.) и искусственными (электрокорунд, карбид кремния, карбид бора, синтетический алмаз и синтетический эльбор) (табл. 1.23).
Корунд (окись алюминия А!2О3) - менее твердый материал, чем карбид кремния. Поэтому корунд применяется для шлифования сталей (и для заточки стальных инструментов), тогда как карбид кремния применяют для обработки твердых и хрупких материалов: отбеленного чугуна, керамики, стекла, а также мягких металлов (AI, Си).
Карбид кремния (зеленый) применяют также для грубой заточки твердосплавных инструментов. Алмазные круги с большим успехом применяют для заточки твердосплавных инструментов, а эльборовые - для тонкой шлифовки сталей, заточки и доводки стальных инструментов, а также совместной заточки твердосплавных пластин и стальных державок (напаянного инструмента).
Используются следующие обозначения абразивных материалов: А - алмаз природный, АС - алмаз синтетический, АР - алмаз синтетический поликристаллический, Л - эльбор, nА - материал на основе корунда (п - цифра, характеризующая конкретный материал: 13А…16А - электрокорунд нормальный, 23А-25А - электрокорунд белый и т. д.), nС - карбид кремния (52С…54С - черный, 62С…64С - зеленый), КБ - карбид бора.
Таблица 1.23

Материалы на основе корунда используются наиболее широко (до 80 %), второе место по распространению на производстве занимает карбид кремния (до 15-20 %). Алмазные и эльборовые абразивные материалы являются весьма перспективными и, несмотря на их относительно высокую стоимость, успешно конкурируют с другими абразивными материалами, вытесняя их из некоторых областей. В качестве примера можно привести чистовую заточку и доводку твердосплавных инструментов.
Алмазные и эльборовые материалы выпускаются в виде порошков по ГОСТ 9206-80Е: шлифпорошки с размерами алмазных зерен от 40 до 3000 мкм и эльборовых от 160 до 500 мкм, микропорошки с размером зерен не более 80 мкм, субмикропорошки с размером зерен не более 1 мкм. При сортировке абразивных зерен их просеивают через сита, имеющие ячейки различных размеров.
|
|
|
Размеры зерен характеризуют зернистостью, которую обозначают дробью. В числителе указывается размер ячейки сита в микрометрах, через которое проходят зерна основной фракции порошка, а в знаменателе - размер ячейки сита, на котором зерна этой фракции задерживаются.
В зарубежной литературе зернистость характеризуется числом ячеек сита, приходящихся на квадратный дюйм.
Чем больше номер сита, тем мельче зерна соответствующей фракции. Для зернистости от 36 до 120 ячеек на 1 дюйм содержание зерен в 1 мм3 изменяется от 1 до 1000, а на 1 мм2 поверхности круга - от 1 до 110 (рис. 1.10).
Абразивные материалы (кроме алмазных и эльборовых) по ГОСТ 3647-80 разделяются на шлифзерна (2000…160 мкм), шлифпорошки (125…40 мкм), мик-рошлифпорошки (63…14 мкм) и тонкие микрошлифпорошки (10…3 мкм). Зернистость шлифзерна и шлифпорошка обозначают числом, равным 0,1 размера стороны сита в микрометрах, на котором задерживаются зерна основной фракции, а зернистость микрошлифпорошков обозначают буквой М, за которой следуют число, равное верхнему пределу размеров зерен основной фракции зерен в микрометрах.
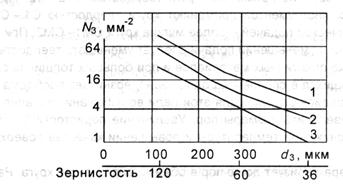
Рис. 1.10. Влияние среднего диаметра зерна (зернистости) и структуры на число абразивных зерен на единицу поверхности круга: 1 - плотные структуры, 2 - структуры средней плотности (связующий мостик равен 0,33 диаметра зерна), 3 - открытые структуры (связующий мостик равен диаметру зерна)
Для алмазных и эльборовых кругов указывается концентрация зерен в абразивном слое. За 100 % принимается содержание 0,878 г/см3 (4,4 карата на кубический сантиметр). 25%-ная концентрация маркируется цифрой 1, 50%-ная - 2, 75%-ная - 3, 100%-ная - 4 (или не маркируется), 125%-ная -5, 150%-ная -6.
Твердость абразивного круга (сегмента, бруска) характеризует способность связки удерживать абразивные зерна.
Если твердость круга недостаточна, то острые работоспособные зерна будут удаляться и круг будет быстро изнашиваться, теряя размеры и форму. Различают несколько групп степеней твердости: весьма мягкие (ВМ1, ВМ2), мягкие (М1, М2, МЗ), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (Т1, Т2), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ). По международному промышленному стандарту ДИН 69100 твердость шлифовального круга обозначают латинскими буквами: от А, В, С, D - чрезвычайно мягких, до X, Y, Z - чрезвычайно твердых. Твердость круга должна соответствовать его назначению.
При выборе твердости шлифовального круга учитываются прочностные характеристики и пластичность обрабатываемого материала, площадь контакта круга с деталью, скорость круга, подача. Чем тверже обрабатываемый материал, тем мягче должен быть шлифовальный круг. Для правки абразивных кругов используют бруски весьма или чрезвычайно твердые. Круги М2…МЗ применяют для заточки и доводки твердосплавных инструментов. Чем меньше площадь контакта (например при круглом наружном или бесцентровом шлифовании небольших деталей), тем большей должна быть твердость круга. Твердость круга должна повышаться при увеличении нагрузки на абразивные зерна или при высоких требованиях к сохранению формы и размеров круга. Так, для обдирки отливок, поковок вручную применяют круги твердостью СТ2…Т2. При ручной заточке режущих инструментов применяют круги твердостью С1…С2, а при заточке с механической подачей - более мягкие круги СМ1…СМ2. При увеличении скорости круга и уменьшении подачи следует уменьшать твердость круга.
При обработке пластичных материалов и при больших толщинах срезаемого слоя, приходящихся в среднем на одно зерно, возникает проблема с размещением образующейся стружки. Для этой цели во избежание засаливания круга необходимо увеличить размеры пор. Увеличение пористости благоприятно сказывается на снижении температуры и повышении качества поверхностного слоя детали.
Структура характеризует долю пор в объеме абразивного круга. Различают плотные (закрытые) структуры (N 1…4), средние (N 5…8) и открытые (N 9…12). При выборе структуры учитывают пластичность обрабатываемого материала (способность образовывать сливные стружки) и особенности метода шлифования (площадь контакта круга с деталью). Плотные структуры применяют для шлифования твердых и хрупких материалов, а также при тонком шлифовании. Мягкие и пластичные материалы, а также шлифование с повышенной объемной производительностью (особенно врезное шлифование) требуют применения открытых структур. Открытые структуры обычно применяют в сочетании с керамическими связками. При этом поры могут быть больше абразивных зерен (до 3 мм) и им присваивают номера от 13 до 18 [16].
Связки применяют керамические (К1…К10), силикатные (С), вулка-нитовые (В), бакелитовые (Б), металлические М, магнезиальные (М) и глифталевые (ГФ).
Керамическая связка получается спеканием технического глинозема с добавками. Обладает водоупорностью, температурной и химической стойкостью, сохраняет профиль инструмента. Широко применяется для различных операций шлифования, но чувствительна к ударным и изгибающим нагрузкам. Почти 80 % шлифовальных кругов имеют керамические связки.
Силикатная связка (силикаты натрия) спекается при меньших температурах, чем керамическая. Круги на силикатной связке хорошо самозатачиваются. Применяется для шлифования закаленных сталей и заточки режущих инструментов. Может вступать в реакцию с содовым раствором, применяющимся для охлаждения.
Металлическая связка (на основе алюминия, меди, железа, цинка, олова) применяется для алмазных и эльборовых кругов. Круги на металлической связке сохраняют форму, но склонны к засаливанию.
Бакелитовая связка (на основе синтетической смолы) обеспечивает повышенную прочность и упругость, но не выдерживает высоких температур. Применяется при обдирке, разрезке.
Вулканитовая связка (на основе каучука) обладает высокой упругостью, но не выдерживает воздействия высоких и средних температур.
Применяется для тонких отрезных кругов, ведущих кругов для бесцентрового шлифования.
Кроме основы в связки вводятся клеящие вещества, отвердители и наполнители. Легкоплавкие наполнители (например, свинец) при шлифовании играют роль смазки и поверхностно-активных веществ. Однако применение свинцовых наполнителей ограничивается экологическими требованиями. В состав органических связок для алмазного инструмента в качестве наполнителей включают карбид бора, железный порошок, карбид кремния, резину.
ЛИТЕРАТУРА
Основная литература
1. Д.В. Кожевников, В.А. Гречишников, С.В. Кирсанов, В.И. Кокарев, А.Г. Схиртладзе. Режущий инструмент: Учебник для вузов/ Под ред. С.В. Кирсанова. М.: Машиностроение, 2004, 512 с.
2. Гречишников В.Л., Маслов А.Р., Соломенцев Ю.М., Схиртладзе А.Г. Инструментальное обеспечение автоматизированного производства: Учебник для вузов. /Под ред. Ю.М. Соломенцева. - М.: Высшая школа, 2001. -270 с.
3. Иноземцев Г.Г. Проектирование металлорежущих инструментов. М: Машиностроение, 1984. – 272 с.
4. Родин П.Р. Металлорежущие инструменты. М., Высшая школа, 1975. – 432 с.
5. Инструментальные системы автоматизированного производства: Учебник для студентов машиностроительных специальностей вузов. /Р.И. Гжиров, В.А. Гречишников, В.Г. Логашев и др. – СПб.: Политехника. 1993. – 399 с.
6. Справочник инструментальщика. /Под общей ред. И.А. Ординарцева. - Л:
Машиностроение, Ленингр.отделение, 1987. - 846 с.
7. Режущий инструмент: Альбом./Под ред. В.А. Гречишникова. - Ч. 1 - М.:
изд-во «Станкин», 1996 г. 348 с.
Дополнительная литература.
1. Математическое моделирование в инструментальной технике: Уч. пособие для вузов./В.А. Гречишников, Н.В. Колесов, Ю.Е.Петухов и др. - Пенза:
изд-во ПТИ, 1997. - 226 с.
2. Справочник конструктора-инструментальщика. /В.И. Баранчиков, В.А.
3. Гречишников, Г.Н. Кирсанов и др./Под общей ред. В.И. Баранчикова. -
М.: Машиностроение, 1994. - 560 с.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2236; Нарушение авторских прав?; Мы поможем в написании вашей работы!