КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Примеры расчета точности
Пример 1. конструируется кондуктор для обработки двух отверстий Ø  . Межцентровое расстояние Lизд= 120±0,18. Кондуктор с деталью показаны на рис.6. Требуется определить размеры деталей кондуктора и рассчитать возможную погрешность межцентрового расстояния между отверстиями в детали.
. Межцентровое расстояние Lизд= 120±0,18. Кондуктор с деталью показаны на рис.6. Требуется определить размеры деталей кондуктора и рассчитать возможную погрешность межцентрового расстояния между отверстиями в детали.
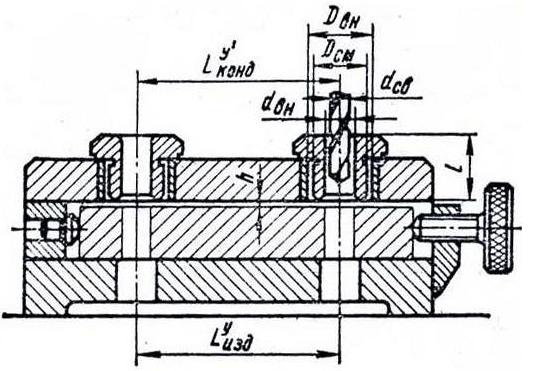
Рис. 6. Кондуктор для обработки двух отверстий в обрабатываемой детали.
Решение. Для расчета погрешности межцентрового расстояния, обеспечиваемого кондуктором, используем формулу (2) и определим элементы, входящие в нее.

где δL2g – отклонение на межцентровое расстояние между отверстиями под кондукторные втулки в кондукторной плите. Согласно рекомендациям (см. раздел 1.4) принимаем δL2k=0,03мм.
εп1 – допуск перпендикулярности оси отверстий кондукторных втулок относительно опорной плоскости кондуктора.
Обычно допуск перпендикулярности кондукторных втулок на сборочных чертежах задается в пределах 0,01÷0,03мм. Примем εп1 = 0,02мм.
Sв – наибольший предельный зазор между втулкой и втулкой-гнездом.
В нашем случае при выполнении операции потребуется сверление с последующим развертыванием, поэтому используется кондуктор с быстросменными кондукторными втулками. Выбираем стандартные кондукторные втулки: постоянную, которая будет запрессована в кондукторной плите по посадке  и быстросменную – с посадкой
и быстросменную – с посадкой  , внутренний диаметр выполнен
, внутренний диаметр выполнен  ; высота втулки Н=20мм.
; высота втулки Н=20мм.
Тогда Sв=Dвн-Dсм,
где Dвн – наибольший диаметр отверстия под сменную втулку, мм; Dсм – наименьший наружный диаметр сменной втулки, мм.
Имеем Dвн=18,018мм, Dсм=17,983мм,
Sв=18,018-17,983=0,035мм
е – эксцентриситет быстросменной кондукторной втулки;
Принмаем е=0,005 мм
Х – смещение оси отверстия из-за перекоса оси инструмента относительно оси направляющего отверстия втулки:
 , где
, где
Sи – наибольший зазор между инструментом и втулкой с учетом износа втулки;
Предельные отклонения диаметров сверла, втулки и допуск на износ выбираем по табл. 1.
Имеем:
Отклонение диаметра сверла общего назначения  .
.
Отклонение отверстия кондукторной втулки для сверла общего назначения  .
.
Допуск на износ кондукторной втулки - 0,025мм
Тогда Sи =0,043+0,043+0,025=0,11мм
l – длина отверстия обработки, мм; длину l принимаем по чертежу детали,
l = 15мм.
h – вылет инструмента, h = (0.3 - 1)d, где d – диаметр отверстия втулки. Материал обрабатываемой заготовки – сталь. Поэтому принимаем h = (0,5 - 1)d;
h = 0,5·12 = 6мм
H – длина направляющей части втулки. В нашем случае высота втулки
H = 20мм.
Смещение отверстия из-за перекоса оси инструмента составила:

Полученное значение Х = 0,172мм без учёта других погрешностей уже превышает отклонение на межцентровое расстояние между отверстиями в заготовке (по чертежу детали: 120±0,18), из формулы 
Поэтому, для сверления используем сверла и втулки точного исполнения (табл.2), примем с H = 25мм; допуск на износ втулки – 0,015.
Тогда Sи =0,027+0,024+0,015=0,066
Смещение отверстия из-за перекоса инструмента составит:

Погрешность измерения  , где 0,3 – допуск на межцентровое расстояние в заготовке.
, где 0,3 – допуск на межцентровое расстояние в заготовке.
Расчетная погрешность межцентрового расстояния, обеспечиваемого кондуктором, составит:

Сравнивая результат расчета с отклонением на межцентровое расстояние между отверстиями в заготовке (120±0,18) видим, что расчетная величина (0,166) меньше допустимого отклонения (0,18). Следовательно, кондуктор обеспечивает требуемую точность обработки.
Пример 2. Сконструирована наладка на скальчатый кондуктор с пневматическим зажимом (ГОСТ 16889-71), исполнение 2 для сверления двух отверстий  . Межцентровое расстояние 70±0,20. Программа выпуска N=2000шт.
. Межцентровое расстояние 70±0,20. Программа выпуска N=2000шт.
Определить погрешность размера 70±0,15 между осями отверстий в заготовке, обрабатываемой в кондукторе.
Кондуктор и деталь, в которой следует обработать отверстия, показаны на рис.7.
Решение. При расчете погрешности размера 70±0,20 между осями отверстий будем исходить из отклонений, записанных на рис. 7, и относить эти отклонения к погрешностям случайного характера.
Используем формулу (5) для скальчатых кондукторов, у которых сменные наладки устанавливаются на установочные пальцы (цилиндрический и срезанный):

Из рисунка кондуктора и приведенной формулы видно, что кондуктор имеет много сопрягаемых подвижных соединений. Наличие зазоров в сопрягаемых соединениях деталей кондуктора приводят к дополнительным погрешностям.
Следует отметить, что кондукторы указанной конструкции можно применять для обработки различных деталей, если межосевые размеры имеют допускаемые отклонения не менее ±0,150мм [ ].
Определим значения каждой из составляющих погрешностей, используя данные, приведенные на рис. 7 и ГОСТ 16889-71 на скальчатые кондуктора.
где  - половина максимального зазора между изношенным в пределах допуска центрирующим пальцем и наибольшим базовым отверстием детали.
- половина максимального зазора между изношенным в пределах допуска центрирующим пальцем и наибольшим базовым отверстием детали.
Диаметр центрирующего пальца  , диаметр базового отверстия в детали
, диаметр базового отверстия в детали  . Наибольший зазор при установке детали базовым отверстием на палец Smax=0,025+0,039=0,064мм.
. Наибольший зазор при установке детали базовым отверстием на палец Smax=0,025+0,039=0,064мм.
Износ пальца определим по формуле [ ]
 , где β2 – коэффициент, N – количество контактов заготовки с опорой.
, где β2 – коэффициент, N – количество контактов заготовки с опорой.
Палец изготовлен из стали 20Х. HRCЭ 56-62.
β2 = 0,0015; εизн = 0,0015 · 2000 = 3 мкм.


Рис.7. Скальчатый кондуктор (а) для обработки двух отверстий Ø12Н7 в детали(б).
Тогда 
εn1 – погрешность вносимая из-за отключения от перпендикулярности оси отверстия втулки относительно опорной плоскости плиты.
где l – длина обрабатываемого отверстия, мм
h – вылет инструмента
εn2 – смещение нижнего и верхнего установочных пальцев из-за зазоров между пальцами и отверстиями под пальцы в корпусе кондуктора и постоянной кондукторной плиты.
Пальцы в кондукторе устанавливаются по посадке  , следовательно, максимальное смещение пальцев относительно их номинального положения равно 0,035мм и εn2=0,035мм.
, следовательно, максимальное смещение пальцев относительно их номинального положения равно 0,035мм и εn2=0,035мм.
δL1Н – отклонение на координатный размер от оси центрирующего пальца до оси отверстия под установочный цилиндрический палец в нижней наладке. Из рис. 7 δL1Н=0,03мм.
δL1В - отклонение на координатный размер от оси отверстия под цилиндрический установочный палец до оси отверстия под кондукторную втулку в верхней наладке. Из рис. 7 δL1В =0,02мм.
Sв – наибольший зазор между втулкой и отверстием под втулку.
Отверстия в заготовке должны быть выполнены по 7 квалитету точности.
Технологическим процессом предусмотрена обработка отверстий по переходам: отверстия предварительно сверлят и окончательно обрабатывают разверткой. Для направления режущего инструмента используются быстросменные кондукторные втулки с посадкой  .
.
Максимальный зазор Sв =0,018+0,017=0,035мм.
S – половина наибольшего зазора в сопряжении скалок с корпусом.
Принята посадка  , тогда
, тогда  .
.
S1 и S2 – максимальный односторонний зазор соответственно между отверстиями и установочными цилиндрическими пальцами в верхней и нижней наладках. Из рис. 7 принята посадка  ,
,
тогда  .
.
Здесь диаметры отверстий в наладках под установочные пальцы приняты с отклонением по F8, исходя из условия возможности установки наладок на цилиндрический и срезанный пальцы.
Установка наладок на цилиндрический и срезанный пальцы обеспечивается при выполнении условия:
 ,
,
где  и
и  - минимальные гарантированные зазоры между отверстиями и установочными пальцами; D – диаметр срезанного пальца; b – ширина ленточки срезанного пальца; δn – допуск на межцентровое расстояние между пальцами; δо - допуск на межцентровое расстояние между отверстиями в наладке под установочные пальцы.
- минимальные гарантированные зазоры между отверстиями и установочными пальцами; D – диаметр срезанного пальца; b – ширина ленточки срезанного пальца; δn – допуск на межцентровое расстояние между пальцами; δо - допуск на межцентровое расстояние между отверстиями в наладке под установочные пальцы.
Х – смещение оси отверстия из-за перекоса оси инструмента относительно направляющего отверстия втулки:  ,
,
где Su – наибольший зазор между инструментом и втулкой с учетом износа втулки.
Из табл. 2 найдем:
предельное отклонение сверла – 0,043мм
предельное отклонение отверстия кондукторной втулки +0,046мм
допуск на износ втулки – 0,02мм.
Тогда Su=0,043+0,043+0,02=0,106мм,
при l =45мм; h =6мм; H =20мм.
 .
.
Полученное значение  превышает отклонение на межцентровое расстояние 70±0,2.
превышает отклонение на межцентровое расстояние 70±0,2.
Для уменьшения этой погрешности используем сверла и втулки точного исполнения, а также выберем удлиненную втулку с Н=24мм, допустимый износ втулки примем 0,01мм.
Получим Su=0,027+0,018+0,01=0,055мм.
Тогда 
е – эксценриситет быстросменной кондукторной втулки; е=0,005.
εизм – погрешность измерения детали;
 .
.
Определим расчетную погрешность на размер 70±0,2

Расчетная величина 0,183мм меньше отклонения 0,2мм, следовательно кондуктор обеспечивает требуемую точность размера 70±0,2мм.
|
|
Дата добавления: 2014-11-07; Просмотров: 2990; Нарушение авторских прав?; Мы поможем в написании вашей работы!