КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Многоконтурные и одноконтурные установки
|
|
|
|
Устройства магнитно-импульсной обработки
Установки импульсной сварки
Предназначены для получения неразъёмных сварных металлических соединений путём сжатия места соединения и нагревания его до температуры плавления путём пропускания импульсного тока.
Схема процесса такая же как и в предыдущем случае. Отличие только в нагрузке. Детали практически не нагреваются.
Преимущество – локализация термического воздействия, исключается разрушение мелких сварных деталей.
Эти установки основаны на преобразовании ЭЭ в энергию импульсного МП, затем происходит взаимодействие импульсных полей, создаваемых инструментом – индуктором, с наведённым им Эл. Током в заготовке.
В результате энергия МП превращается в механическую энергию, которая необходимым образом деформирует заготовку.
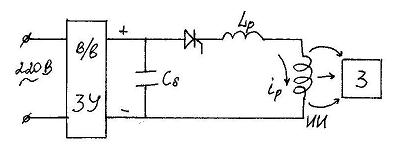
ЗУ – зарядное устройство;
 - батарея индуктивностей (создаёт импульс нужной формы);
- батарея индуктивностей (создаёт импульс нужной формы);
ИН – инструмент индуктор;
З – заготовка.
Многоконтурная установка содержит один или несколько инструментов – индукторов, выполненных в виде соленоидов.
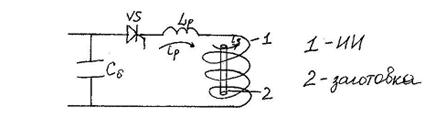
МП соленоида, создаваемое током  наводит в заготовке ток
наводит в заготовке ток  . Токи взаимодействуют и обеспечивают механические усилия и деформацию заготовки.
. Токи взаимодействуют и обеспечивают механические усилия и деформацию заготовки.
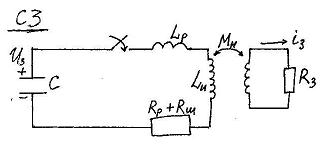
 - собственная индуктивность ИИ;
- собственная индуктивность ИИ;
 - активное сопротивление ИИ;
- активное сопротивление ИИ;
 - активное сопротивление ;
- активное сопротивление ;
 - коэффициент взаимоиндукции;
- коэффициент взаимоиндукции;
 - индуктивность и активное сопротивление заготовки.
- индуктивность и активное сопротивление заготовки.
В схеме прот. ПП, он определяется методом ТОЭ. Технология операции по такой схеме используется в 3 варианте:
1) обжим;
2) раздача (индукция внутри заготовки);
3) листовая формовка (деформируется плоская заготовка).
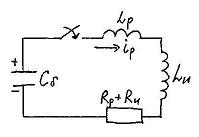
Одноконтурная схема:
В этом случае разрядный ток протекает непосредственно через заготовку. Заготовка – часть ИИ.
|
|
|
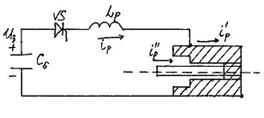
разветвляется на  и
и  . Взаимодействие токов приводит к деформации заготовки, и она приобретает форму, показанную пунктиром.
. Взаимодействие токов приводит к деформации заготовки, и она приобретает форму, показанную пунктиром.
Преимущества:
1) Нет необходимости в жидкой или газообразной технологической среде;
2) Можно использовать в труднодоступных местах, в вакууме и диэлектрической перегородки;
3) Универсальность;
4) Высокие удельные механические нагрузки  Па;
Па;
5) Простота автоматизации и контроля;
6) Точная дозировка и высокая производительность.
Недостатки:
1) Материал должен иметь высокую электропроводность;
2) Необходимость установки проводящих прокладок при образовании материалов, плохо проводящих эл. ток;
3) Трудности обработки поверхностей, имеющих разрыв для эл. тока;
4) Трудности с обработкой массивных заготовок.
Установки импульсной электрохимической обработки. Это рассмотренные выше электрохимические технологические процессы, в которых вместо постоянного напряжения применяется импульсное.
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 394; Нарушение авторских прав?; Мы поможем в написании вашей работы!