КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Химический состав газа
В закалочной ванне применяется ступенчатая закалка при температуре закалочной среды 170—190° С. Для создания безопасности в пожарном отношении в закрытое пространство над.ванной вводится азот. После закалки детали попадают в двух-зонную моечную машину; в первой зоне производится промывка водой при температуре 60° С; во второй происходит пассивирование.
Из моечной машины поддоны с деталями поступают в отпускную печь с температурой 180—200° С. Температура в этой печи создается горячим воздухом, подающимся из зоны подстужи-вания нитроцементационной печи. В другой конструкции отпускной печи воздух подогревается за счет отходящих газов радиационных труб нитроцементационной печи. Отпуск производят в течение 1 ч. Твердость поверхности зубьев шестерен после обработки составляет HRC 58—62 при нагрузке 150 кГ; при испытании на приборе Роквелла с нагрузкой 15 кГ и соответствующем переводе — HRC 62—65; твердость сердцевины HRC 35—45. Производительность агрегата 400 кг/ч.
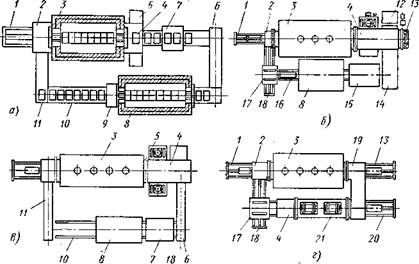
На ЗИЛе для цементации и нитроцементации были созданы следующие безмуфельные агрегаты (рис. 78):
1. На девять поддонов, однорядный, с вертикальным расположением радиационных труб в безмуфельной печи, с отпускной печью для низкого отпуска, производительностью 170 кг/ч для получения нитроцементованного слоя глубиной 0,5—0,7 мм.
|
2. На 21 поддон, однорядный, с вертикально расположенными радиационными трубами в безмуфельной печи, со ступенчатой закалкой в горячем масле с температурой 70—190° С, с промывкой в холодном масле и горячей воде, с отпускной печью, имеющей производительность агрегата 500 кг/ч для получения нитроце-ментованного слоя 0,7—0,8 мм.
|
Рис. 78. Схема безмуфельных агрегатов ЗИЛа:
а — для нитроцементации иа девяти поддонах; 6 — для цементации или нитроцементации на 21 поддоне; в — то же на 48 поддонах; г — то же на 18 поддонах; д — для комплексной химико-термической обработки деталей из
хромоникелевых сталей; / — загрузочный толкатель; 2 — тамбур загрузки; 3 — печь для нитроцементации (цементации); 4 — разгрузочный тамбур; 5 — бак для закалки в масле; 6 — передаточный механизм; 7 — моечная машина; 8 — отпускная печь; 9 — бак для замочки; 10 — рольганг; 11 — передаточный механизм разгрузки; 12 — вспомогательный бак; 13 — вытаски-ватель поддонов; 14 — передаточный бак с холодным маслом; 15 — трехзонная моечная машина; 16 — гидравлический механизм движения поддонов; 17 — передаточная тележка; 18 — механизм движения передаточной тележки; 19 — тамбур с передаточным механизмом; 20 — толкатель; 21 — охладительный коридор; 22 — закалочная печь; 23 — бак для закалки в горячем масле
3. На 48 поддонов, двухрядный, с горизонтально расположенными радиационными трубами в безмуфельной печи, со ступенчатой закалкой в горячем масле и другим оборудованием. Производительность агрегата 800 кг/ч для получения нитроцементо-ванного слоя 0,7—0,8 мм.
4. На 18 поддонов для обработки деталей, предназначенных для последующей закалки с нагревом токами высокой частоты,
однорядный с охладительной камерой вместо закалочного бака. Производительность агрегата 400 кг/ч.
5. Для обработки деталей из хромоникелевых сталей, двухрядный, по 12 поддонов в ряду, с горизонтально расположенными трубами в безмуфельной печи, с печью для высокого отпуска и нагрева под закалку с 11 поддонами и однорядным расположением поддонов в охладительном коридоре, в закалочном и промывочном баках моечной машины и печи для низкого отпуска. В промышленности получили распространение агрегаты с 21 поддоном для газовой цементации и нитроцементации. Конструкция этого агрегата аналогична описанной выше. Однако 21 -поддонные агрегаты имеют ряд недостатков. Колпаковая система загрузки с подъемом поддонов перед заталкиванием в печь и большие размеры загрузочного тамбура не обеспечивают необходимую герметичность и сохранение состава атмосферы в цементационной печи, кроме того, в агрегатах используют радиационные трубы старой конструкции.
На ЗИЛе был спроектирован агрегат с 20 поддонами для газовой цементации и нитроцементации. В этом агрегате предусмотрены мойка и сушка деталей перед загрузкой в печь. В конструкции этого агрегата использованы тупиковые радиационные трубы, обеспечивающие лучшее сжигание топлива, боковая загрузка поддонов с деталями в печь упрощена и осуществляется на одном уровне с подающим рольгангом, загрузочный тамбур уменьшен в размерах и т. д.
К недостаткам данного агрегата относится то, что для его" размещения требуется площади примерно в 2 раза больше, чем для агрегата с 21 поддоном.
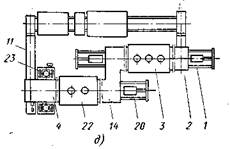
На Таганрогском комбайновом заводе [34] установлен агрегат для газовой цементации и нитроцементации, который имеет П-образную форму и состоит из двухрядной безмуфельной печи. В печи установлены горизонтально 108 радиационных труб с электросопротивлением и с тремя-вентиляторами в своде рабочего пространства печи (рис. 79). Закалочный бак (рис. 79, б) имеет скиповые дорожки для передвижения поддонов. В агрегат также входит моечная машина и отпускная печь с рециркуляцией газовоздушной смеси. Цементационная печь снабжена камерой загрузки с выдвижной тележкой, толкателем для перегрузки пустых поддонов на загрузочную тележку, кроме того, на обратной ветви агрегата смонтирована система пульсирующих конвейеров. Агрегат имеет маслонапорную станцию, установку для приготовления контролируемой атмосферы, состоящую из двух генераторов, смесительной станции и пульта управления. Производительность такого агрегата 300 кг/ч.
Во ВНИИЭТО разработаны такого же типа агрегаты, которым
присвоен индекс СТЦА. Производительность агрегатов СТЦА
от 150 до 450 кг/ч. Агрегат СТЦА-6.48.4/10 предназначен для
газовой цементации и нитроцементации стальных деталей длиной
|
до 400 мм и состоит из цементационной печи с трубчатыми съемными нагревателями и двумя вентиляторами, находящимися в своде рабочего пространства, закалочного бака с горячим маслом, передаточного бака с холодным маслом, двухсекционной моечной машины и отпускной толкательной электропечи с вентиляторами. Разогрев масла в закалочном баке производится также трубчатыми нагревателями, а для циркуляции масла установлена специальная крыльчатка. Печь СТЦ-6.48,4/10 имеет мощность 240 кет и производительность на операции цементации ПО кг/ч и нитроцементации — 300 кг/ч. Цикл цементации при 1000° С (на слой 0,9— 1,2 мм) составляет 8 ч, нитроцементации при 860° С (слой 0,4—0,6 мм) — 3 ч. Соответственный расход газа 25 и 27 м3/ч, расход азота 12 мъ/ч.
Толкательная отпускная электропечь СТО-6.24.4/3 мощностью 35 кет имеет производительность 300 кг/ч, а время отпуска 1,5 ч. Все приводы в агрегатах СТЦА гидравлические. Механизмы могут работать автоматически и при ручном управлении. Эти агрегаты предназначены для непрерывной работы и могут быть встроены в автоматические линии. Агрегаты изготовляют на Саратовском заводе электротермического оборудования.
В процессе эксплуатации агрегатов для цементации и нитроцементации в конструкциях и компоновках оборудования были выявлены недостатки. Для проведения процессов химико-термической обработки необходимо, чтобы поступающие в печь детали были чистыми. Промывание деталей в механических цехах недостаточно для последующей химико-термической обработки. Грязные детали, а также детали со следами масла на поверхности не дают идентичных результатов при химико-термической обработке и влияют на состав атмосферы в цементационной или нитро-цементационной печи. Поэтому в агрегатах нужно устанавливать моечные машины, через которые должны пропускаться детали перед загрузкой в печи для цементации или нитроцементации.
В печах для цементации и нитроцементации необходимо поддерживать требуемую атмосферу. В существующих конструкциях при загрузке и выгрузке поддонов попадает в печь воздух, и состав атмосферы меняется. Это затрудняет правильное ведение процесса и работу автоматических приборов, регулирующих газовый состав в печах. Поэтому необходимо устраивать у загрузочных и выгрузочных дверец тамбуров мощные газовые завесы.
Схема газовой завесы представлена на рис. 80. Природный газ подается под давлением 300 мм вод. ст., который через вентиль и соленоидный клапан газового запальника поступает к магнитному соленоидному клапану, срабатывающему от блокировки с некоторым опережением при открывании дверцы тамбура и затем поступает в горелку диффузионного типа. Горелка представляет собой трубу, по длине равную проему дверцы, в которой через каждые 5 мм просверлены отверстия диаметром 1 мм. В горелке газ поджигается пламенем запальника, Выходящий
из тамбура эндогаз также сгорает в пламени завесы, а продукты сгорания поднимаются вверх и не попадают в тамбур. Газовая завеса герметизирует печь в период загрузки — выгрузки, при устранении неполадок, при взятии пробных деталей на анализ, создает условия безопасной работы и в течение неограниченного времени предотвращает возможность образования взрывчатых смесей в тамбурах и печи.

|
Для работы печи большое значение имеет рациональное расположение радиационных труб. Тепловая работа печей улучшается при горизонтальном расположении труб. При горизонтальном расположении U-образных или тупиковых труб с рекуперацией тепла уходящих газов обеспечивается равномерность нагрева по высоте печи и получение более однородных результатов по глубине слоя, природный газ расходуется более экономно и уменьшается потребность в жаростойких материалах.
| Рис. 80. Схема газовой завесы: / —■ вентиль; 2 — клапан запальника; 3 — газовый запальник; 4 — термопара запальника; 5 — клапан завесы; 6 — горелка |
Производить смену вертикальных труб значительно легче, чем горизонтальных, так как при вертикальном расположении трубы удаляются из печи и устанавливаются в нее с помощью крана. На ЗИЛе вертикальные радиационные трубы в агрегатах имеют диаметр 102 мм и рабочую длину 1170 мм. Максимальная производительность горелок в трубах 2,5 м3/ч. Смешение газа с воздухом в этих трубах затруднено и движение продуктов сгорания носит ламинарный характер. На расстоянии 1 м от начала излучающей части трубы устроены вмятины, которые турбулизи-руют поток, они обеспечивают полное догорание газа и несколько выравнивают нагрев трубы по высоте. Горизонтальные U-образные трубы имеют эллиптическое сечение с размером по осям 88x170 мм и значительную длину излучающей части (развернутая длина составляет 3,6 м). Продукты горения удаляются с помощью эжектора, установленного в конце трубы. Ввиду высокой температуры отходящих газов и нагрева боковых стенок печи в горизонтальных радиационных трубах рекомендуется при выходе газов из труб устанавливать рекуператоры. Рекуперативные радиационные трубы могут быть U-образными и тупиковыми. Тупиковые трубы имеют высокий к. п. д. и низкую температуру отходящих продуктов горения, такие трубы не прогибаются 13],
Радиационные трубы получили также применение и в электрических безмуфельных печах для газовой цементации и нитро-цементации. В этом случае внутри трубы монтируется нагреватель из нихромовой проволоки диаметром ~2,5 мм. Нихромбвые спирали поддерживают огнеупорные прокладки. Фланец трубы снаружи прикреплен к кожуху печи. Внутренняя полость трубы сообщается с наружным пространством, но ввод нагревателя в. печь остается герметизированным. Мощность такого нагревателя около 3 кет.
Для изготовления радиационных труб используются катаные трубы из стали Х23Н18 или штампованные, сварные из стали Х18Н25С2. Стойкость последних около 18 мес.
Прогар труб происходит в месте прохождения трубы через кладку печи. Подвергаясь действию науглероживающих газов, трубы цементуются и становятся хрупкими. Значительное влияние на стойкость оказывает местный перегрев металла, неоднородность нагрева по длине трубы и периодичность нагрева. Для повышения эксплуатационной надежности агрегатов для газовой цементации были предложены для радиационных труб новые материалы. Так, например, по данным Саратовского СКВ ЭТО в безмуфельных агрегатах с электрообогревом применяются радиационные трубы из сплава Х18Н35С2 диаметром 121 и толщиной 5 мм, изготовляемые центробежным литьем и последующей механической обработкой. На Минском тракторном заводе для изготовления радиационных труб безмуфельных агрегатов, работающих на газообразном топливе, был предложен сплав Х25Н35С2.
Улучшение работы безмуфельных агрегатов можно достичь, если соблюдать постоянный вес загружаемых деталей на поддоны. Количество поступающих в печь газа-карбюризатора и аммиака (при нитроцементации) рассчитывается на определенную поверхность деталей, на которой адсорбируется углерод и азот. Увеличение загрузки на поддоны повышает адсорбируемую поверхность и требует корректировки в подаче газа-карбюризатора и аммиака. Но определять поверхность, подлежащую цементации или нитроцементации, затруднительно, значительно легче следить за постоянством веса деталей на поддонах.
На производстве часто увеличивают загрузку на поддоны. При этом повышается производительность, но качество обработки ухудшается. Увеличение загрузки не должно допускаться, и там, где загружается на поддон много деталей, их количество должно быть уменьшено. Общее правило таково, что вес поддонов с деталями не должен превышать установленной нормы. Работу безмуфельных печей для газовой цементации и нитроцементации можно улучшить путем установки в своде печи вентиляторов для равномерного распределения в рабочем пространстве газовой атмосферы, а также устройством внутренних перегородок в рабочем пространстве печи между, зонами, которые позволят вести более
рациональное регулирование температур и углеродного потенциала по зонам.
Для работы агрегатов газовой цементации и нитроцементации необходимо автоматически регулировать углеродный потенциал. Это позволяет как в печи, так и в эндотермических генераторах установить стабильность процесса, сократить брак. Регулирование можно вести по содержанию в атмосфере печи С02 или Н20.
Большую стабильность углеродного потенциала атмосферы можно достичь также в результате уменьшения объема тамбуров загрузки и выгрузки поддонов и устройства герметических заслонок со специальными прижимами.
Для более эффективного автоматического регулирования эндо-газовой атмосферы около печей устанавливают индивидуальные эндотермические генераторы и маслоохладители. Но для регулирования углеродного потенциала атмосферы печи большое значение имеет добавление природного газа к эндогазу, а природный газ (и аммиак — в случае нитроцементации) всегда добавляется в каждую печь индивидуально. Поэтому установка индивидуальных эндогенераторов не обязательна. Централизованная установка для получения эндотермического газа может обеспечить определенное количество печей достаточно точным составом эндо-газа, если она не будет перегружаться.
Индивидуальные маслоохладители, установленные около отдельных печей-, будут способствовать получению однородного и постоянного качества закаленных деталей. Этот способ исключает соприкосновение масла с воздухом при его циркуляции и тем самым позволяет сохранить постоянство закаливающей способности масла, при этом отпадает также необходимость замены масла.
Однако нужно указать, что установка индивидуальных генераторов и маслоохладителей требует устройства более сложных трубопроводов, имеющих параллельные отводы для подключения запасных установок в случае выхода из строя основных.
§ 31. АГРЕГАТЫ С ПЕЧАМИ-ВАН НАМИ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ И ИНСТРУМЕНТОВ
В агрегате (рис. 81) с печами-ваннами для мелких деталей имеются горизонтальные конвейеры, которые движутся с заранее установленной скоростью и передвигают приспособления с деталями в соответствующих ваннах, и вертикальные, поднимающие приспособления с деталями с горизонтальных конвейеров и передающие их от одной ванны к другой. Вертикальные конвейеры движутся также с предварительно установленной скоростью, которую можно регулировать. Агрегат состоит из трех горизонтальных конвейеров 1, 2 и 3, каждый из которых имеет свой привод и движется с необходимой скоростью. Это позволяет давать
различную выдержку в отдельных ваннах агрегата. Время прохождения конвейером / первой ванны можно регулировать в течение 4—8 мин, конвейером 2 — в течение 10— 30 мин и конвейером 3 — в закалочном баке или ванне в течение 1—8 мин. Вертикальные передающие конвейеры 4, 5, 6 и 7 получают дви-
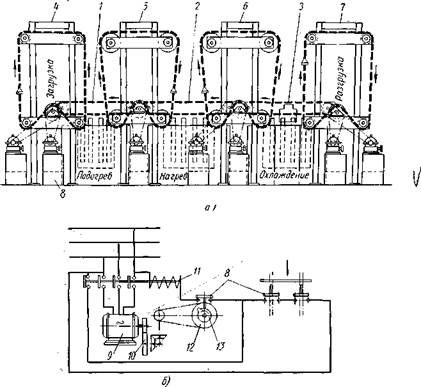
Рис. 81. Конвейерный агрегат с печами-ваннами для мелких деталей:
а — схема агрегата; б — схема включения передаточных конвееров.
1 — 7 — конвейеры агрегата; 8 — микровыключатель; 9 — электродвигатель;
10 — редуктор; 11 — магнитный пускатель; 12 — звездочка; 13 — кулачок
жение также от независимых приводов. Каждый из конвейеров начинает работать, когда приспособление с деталями приходит к концу пути на горизонтальном конвейере в данной ванне, и включает автоматически соответствующий контакт.
Электрическая схема включения вертикальных транспортеров показана на рис. 81, б. Загрузка новых приспособлений с деталями на конвейер 4 (рис. 81, а) производится через 1—8 мин. Полное перемещение конвейера 5 производится в течение регулируемого интервала времени 4—30 се/с, конвейера 6, в течение 4— 20 сек и конвейера 7 — от 0,5 до 2 мин. Приспособления с дета-

|
лями переходят с одного конвейера на другой автоматически. Преимуществом данного агрегата являются самостоятельные приводы и вариаторы скоростей 8 для каждого конвейера, что дает возможность использовать агрегат для самых различных режимов обработки. Такой агрегат можно применять для обычной термической обработки (закалка и отпуск), а также для изотермической обработки, цианирования и др.Производительность такого агрегата составляет 250 кг/ч.
В некоторых конструкциях агрегатов с печами-ваннами в качестве транспортного устройства используется автооператор с программным управлением [22]. Автооператор представляет собой сварную тележку со штангой и траверсой и с двумя электрическими приводами горизонтального и вертикального перемещения. Вследствие этого автооператор может совершать горизонтальные движения по реечному пути, а также поднимать и опускать штангу с траверсой. Схема агрегата или полуавтоматической линии с использованием автооператора для термической обработки инструментов показана на рис. 82. Подвеска для транспортировки инструментов в этой линии имеет универсальный зажим и позволяет захватывать инструменты любой формы сечением от 10 до 100 мм. Подвески могут быть использованы над всеми транспортирующими устройствами этой линии — цепным и штанговым конвейерами, механизмом возвратно-поступательного движения, автоопера-
торами и подвесным конвейером. С помощью автооператбра инструменты освобождаются от зажимов подвески: Перемещение подвесок в ваннах происходит при помощи штангового конвейера от пневмопривода. Перенос из ванны в ванну производится автооператорами.
Контрольно-измерительная аппаратура и система автоматического регулирования процесса и управление механизмами обеспечивают выполнение технологического процесса термической обработки по заданной программе.
§ 32. РОТОРНЫЕ ЛИНИИ
|
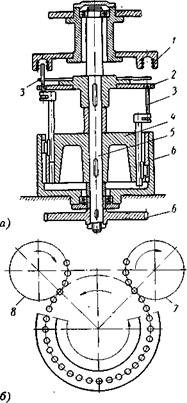
| Рис. 83. Термический ротор: |
Стремление к комплексной автоматизации технологических процессов привело к созданию роторных машин и линий [8, 31 ]. Принцип работы роторной машины заключается в том, что обрабатываемые детали транспортируются во время обработки с заданной скоростью. Ритм механической обработки может быть сохранен в роторах для термической обработки. Детали обрабатывают на операционном рабочем роторе, представляющем собой цилиндр, вращающийся вокруг вертикальной оси. Вращение роторов осуществляется от электродвигателей через червячные редукторы. Нагревательные и охлаждающие устройства расположены по периферии ротора для термической обработки. Операционный ротор связан с одной стороны с подающим детали, а с другой с приемным роторами. Передача с питающего ротора на операционный и затем на приемный осуществляется автоматически. Производительность роторных машин зависит от шага между деталями и транспортной скорости вращения ротора. Производительность может быть как угодно велика, независимо от длительности обработки. Если длительность обработки значительна, то может увеличиваться участок пути, где производится обработка.
| а — конструкция ротора; б — схема транспортирования деталей в роторной линии |
Конструкция ротора для термической обработки показана на рис. 83, а. Ротор состоит из бара-
| ГЛАВА VI |
| установки для скоростного сквозного и поверхностного НАГРЕВА |
бана 4, смонтированного на валу В. Барабан с диском 2 и штб-ками 3 имеет позвратно поступательные движения вверх и вниз. Приводное колесо ротора 6 сцеплено с зубчатыми колесами соседних роторов 7 и 8. В верхней части ротора находится проходной индуктор 1. Детали с питающего ротора 8 захватываются диском 2 и далее при вращении операционного ротора поднимаются штоками 3 в индуктор /. Нагрев может осуществляться также и элементами сопротивления, находящимися в кольцевом муфеле, открытом снизу. Такой нагрев деталей не является качественным, так как при открытом муфеле происходит подсос воздуха, и детали будут окисляться. Нагрев с помощью т. в. ч. будет более качественным. В термических роторах применяются многоместные индукторы. Эти индукторы дают возможность получать высокую производительность и облегчают транспортировку деталей. Витки индуктора собирают из отдельных медных трубок диаметром 6—8 мм и закладывают в полукруглые пазы из асбоцементных пластин. Затем пластины закрепляют болтами вместе с верхней плитой; таким образом образуется корпус индуктора жесткой конструкции. Для охлаждения витков индуктора каждая трубка (полувиток) имеет отдельный впуск и выпуск воды.
После окончания нагрева штоки опускаются и детали устанавливаются обратно на диск 2. При дальнейшем вращении операционного ротора детали передаются на приемный транспортный ротор 7, где может осуществляться их охлаждение. Транспортировка деталей может совершаться без изменения траектории движения и с ее изменением. Схема движения деталей показаны на рис. 83, б. Роторы для термической обработки снабжаются автоматическими устройствами, выключающими нагрев в случае остановки автоматической линии или при отклонении от нормального хода процесса.
|
|
Дата добавления: 2015-06-27; Просмотров: 1184; Нарушение авторских прав?; Мы поможем в написании вашей работы!