КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматизация и пастеризации и стерилизации
Многие пищевые продукты (овощные и мясные консервы, молоко, овощные и фруктовые соки и др.) являются питательной средой для микроорганизмов. С целью замедления или полного подавления жизнедеятельности микроорганизмов такие продукты подвергают тепловой обработке.
Тепловая обработка продуктов, происходящая при температуре до 100 °С, называется пастеризацией. Такой обработке подвергают продукты, которые при нагревании свыше 100 °С значительно снижают свое качество.
Нагрев продуктов свыше 100 °С называют стерилизацией.
В промышленности наряду с термической стерилизацией применяется стерилизация продуктов облучением токами высокой частоты. Облучением стерилизуют питьевую воду и воздух, который используется в бродильном производстве. Стерилизация токами высокой частоты в основном используется для обработки сыпучих материалов. Наиболее широкое применение в промышленности получила термическая стерилизация, которую проводят в аппаратах непрерывного или периодического действия.
Схема автоматизации автоклава. В консервной промышленности для стерилизации консервов применяют автоклавы периодического действия, поставляемые комплектно с системами автоматизации.
Схемой автоматизации (рис. 8.7) предусмотрено программное регулирование температуры в автоклаве в соответствии с установленным режимом (формулой) стерилизации и регулирование давления в зависимости от температуры.
Измерение температуры в автоклаве осуществляется манометрическим датчиком типа ТДГ-П (1а), выходной сигнал которого подается на вход программного регулятора типа ПРТ-2 (16).
Регулятор ПРТ-2 в соответствии с программой, заданной на перфорированном диске, воздействует на регулирующие клапаны типа ПОУ, установленные на трубопроводах подачи пара (1д) и воды (1г).
Давление в автоклаве измеряется сильфонным манометром МС-П2 (2а) с пневматическим выходным сигналом.
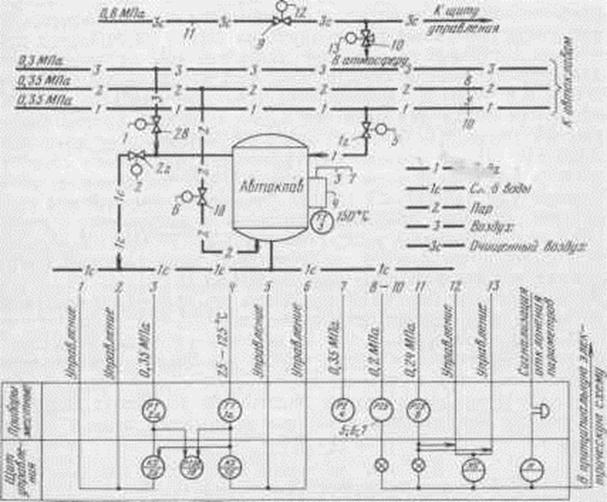
Рис. 8.7 Схема автоматизации автоклава
Регулирование давления в автоклаве осуществляется программным регулятором давления типа РД-У (26) путем подачи командных импульсов на клапаны типа ПОУ, установленные на трубопроводах подачи сжатого воздуха (2в) и слива воды (2г). Запись температуры и давления в автоклаве осуществляется вторичным прибором типа РПВ4.3Э (1в).
Схема предусматривает также контроль давления пара, воды и воздуха в магистралях автоклавного отделения с помощью электроконтактных манометров МП4-1П (5, 6, 7). Падение давления указанных энергоносителей сигнализируется на щите сигнализации автоклавного отделения.
Предусмотрена защита от падения давления в магистрали подачи воздуха для питания приборов и регуляторов, установленных на щите. В указанном случае электроконтактный манометр 8 воздействует на вентиль с электромагнитным приводом типа 15кч888рСВМ (9) и клапан типа 23кч802рз (10), при этом прекращается подача воздуха в систему; оставшийся в системе воздух стравливается в атмосферу.
После срабатывания защиты, сопровождаемого звуковым и световым сигналами, процесс стерилизации заканчивается персоналом вручную.
Схема автоматизации установки непрерывной стерилизации производства консервов детского питания. При производстве пюреобразных консервов должный стерилизационный эффект достигается за счет стерилизации продукта в потоке до фасовки и стерилизации в закатанных банках.
Установка стерилизации (рис. 8.8) состоит из ёмкости предварительного резервирования I, насоса перекачки продукта II, теплообменного аппарата-стерилизатора III, выдерживателя и бака расширительного (на схеме не показаны).
Жидкий или пюреобразный продукт подаётся в ёмкость предварительного резервирования I; уровень продукта в емкости автоматически контролируется сигнализатором уровня типа ЭРСУ-3 (/).
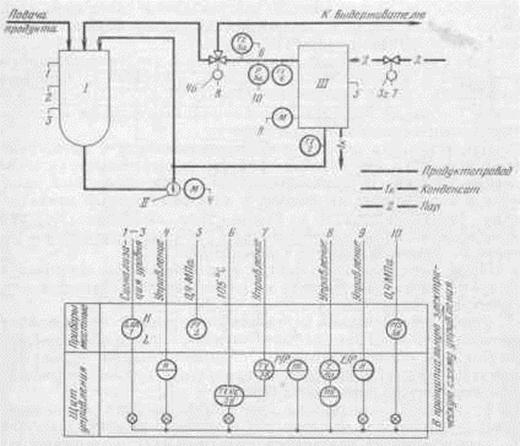
Рис. 8.8 Схема автоматизации процесса непрерывной стерилизации
Из ёмкости продукт поступает в стерилизатор III, который состоит из четырёх концентрично расположенных цилиндров, образующих три кольцевые полости. По средней полости перемещается продукт, по внутренней и наружной - пар. В продуктовой полости вращается ротор с ножами, очищающими поверхность нагрева. Вращение ротора осуществляется электродвигателем через редуктор.
Давление продукта после теплообменного аппарата контролируется манометром типа МП4-1П (56), установленным на трубопроводе продукта после мембранного разделителя РМ-5220 (5а). В теплообменном аппарате контролируется давление показывающим манометром типа ОБМ1-160(2).
Температура продукта на выходе из теплообменного аппарата поддерживается равной 105±2,5 °С. Стабилизация температуры осуществляется с помощью термопреобразователя сопротивления типа ТСП (За) и моста автоматического с пропорционально-интегральным регулирующим устройством КСМЗ-П (36) в комплекте с панелью дистанционного управления ПП12.2. Пневматический выходной сигнал от моста 36 через электромагнитный трехходовой клапан 22кч801бк (Зв) поступает на регулирующее устройство ПОУ (Зг), которое изменяет расход пара в теплообменный аппарат.
Электропневматические клапаны рециркуляции (46) и подачи пара (Зг) в стерилизатор управляются в двух режимах - ручном и автоматическом. Выбор режима осуществляется ключами управления, установленными на щите.
В автоматическом режиме клапан Зв открывает клапан подачи пара Зг в стерилизатор при наличии продукта в ёмкости предварительного резервирования и протока продукта через стерилизатор (давление в трубопроводе продукта после стерилизатора не ниже 0,35 МПа).
Клапан 4а, управляющий клапаном рециркуляции 46, открывает последний в направлении выдачи продукта в выдерживатель при наличии уровня в ёмкости предварительного резервирования, а также при температуре продукта на выходе из стерилизатора не ниже 105 °С.
При отклонении одного из указанных параметров от заданного значения клапан 4а обесточивается, что приводит к переключению клапана рециркуляции 46 на емкость резервирования.
Схемой предусмотрено ручное управление электроприводами насоса и стерилизатора. Управление осуществляется кнопками, установленными на щите. Работа электроприводов насоса и стерилизатора сигнализируется лампочками.
Схемой предусмотрены световой и звуковой сигналы отсутствия протока продукта через стерилизатор, нижнего уровня в емкости для резервирования и низкой температуры продукта после стерилизатора.
Схема автоматизации пастеризатора непрерывного действия. После стерилизации продукт фасуется в банки, которые затем автоматически накрываются крышками и поступают в эксгаустер, где происходит удаление воздуха из банок. Из эксгаустера банки поступают на закаточную машину, где происходит их укупорка. Укупоренные банки поступают в пастеризатор.
Пастеризатор непрерывного действия включает три зоны пастеризации, зону охлаждения воздухом, зону охлаждения водой и зоны загрузки и выгрузки. В зонах пастеризации банки погружаются в ванну с подогретой водой. Подогрев воды в ванне осуществляется паром путем барботирования. Уровень воды над банками при их погружении в ванну составляет 30 мм.
На рис. 8.9 представлена схема автоматизации пастеризатора. Схема предусматривает блокированный и деблокированный режимы работы конвейеров загрузки и пастеризатора. Выбор режима работы осуществляется ключом, установленным на щите. Со щита кнопками дистанционно управляют электроприводами пастеризатора.
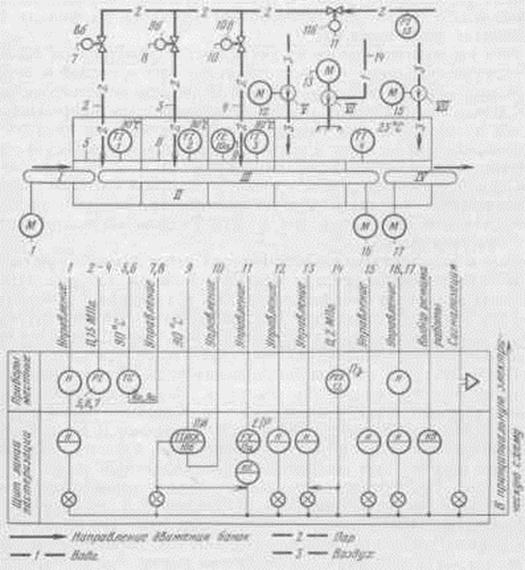
Рис. 8.9 Схема автоматизации пастеризатора непрерывного действия:
I - конвейер загрузки; II - пастеризатор; III - транспортирующее полотно; IV - конвейер разгрузки; V - вентилятор охлаждения; VI - насос охлаждения; VII - вентилятор обдува
В блокированном режиме пуск конвейера пастеризатора происходит при достижении температуры воды в ванне 90 °С. После запуска конвейера пастеризатора возможен пуск загрузочного конвейера.
Система автоматизации предусматривает автоматический контроль давления пара, поступающего в пастеризатор, показывающим манометром типа ОБМ1 (5, 6, 7). Стабилизация температуры в первых двух зонах пастеризации осуществляется одноконтурными системами регулирования с помощью манометрических регуляторов температуры типа ТРП (8а, 9а), регулирующее воздействие которых поступает на регулирующие клапаны типа 25ч32нж (86, 96), изменяющие подачу пара в пастеризатор. Стабилизация температуры в третьей зоне пастеризации осуществляется с помощью термопреобразователя сопротивления типа ТСП (10а) и моста автоматического КСМЗ-П (106) с пропорционально-интегральным регулирующим устройством в комплекте с панелью дистанционного управления ПП12.2. При отклонении температуры воды в ванне от заданной (90°С) выходной сигнал от моста 106 поступает на регулирующий клапан 25ч32нж (Юв), который изменяет расход пара в третью зону пастеризации. При повышении температуры в ванне пастеризатора до 95 °С срабатывает контактное устройство моста 106 и через электрическую схему обесточивается электромагнит клапана 22кч801бк (На); регулирующее устройство ПОУ (116) прекращает подачу пара в пастеризатор.
Давление пара, поступающего в пастеризатор, автоматически контролируется манометром ОБМ1 (13).
Схемой предусмотрен аварийный останов насоса охлаждения при повышении давления воды выше 0,2 МПа, при этом срабатывают контакты сигнального устройства показывающего манометра типа МП4-Ш (12).
Предусмотрена световая сигнализация работы приводов, а также световая и звуковая сигнализации аварийного останова насоса охлаждения и отклонения температуры в ванне.
|
|
Дата добавления: 2014-01-15; Просмотров: 5319; Нарушение авторских прав?; Мы поможем в написании вашей работы!