КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология прессование
|
|
|
|
При прессовании большое значение имеет подготовка слитков, заключающаяся в их резке на части, в некоторых случаях обработке наружной поверхности и, если требуется, расточке отверстия (для прессования труб). На поверхности слитков не должно быть остатков шлака, раковин, трещин других дефектов глубиной больше 3 мм.
Слитки из алюминиевых и магниевых сплавов обтачивают на станках. Слитки из медных, никелевых и других сплавов прессуют без обточки, так как эффект обточки не достигает цели из-за последующего окисления при нагреве. Для нагрева слитков или заготовок, как правило, применяют мазутные печи и электропечи сопротивления. В последнее время установлено, что производительность и экономичность прессования можно повысить за счёт осуществления нагрева заготовок индукционным методом, обеспечивающим большую скорость нагрева и малый угар металла. В качестве примера технологии прессования рассмотрим прессование труб по прямому методу, который представлен на рис. 30.
При прессовании труб на конце пуансона укрепляется игла. В зависимости от конструкции пресса крепление иглы на пуансоне бывает неподвижным и подвижным. В первом случае игла перемещается одновременно с пуансоном, во втором – игла имеет самостоятельное движение (как отдельно от пуансона, так и вместе с ним).
Прессование труб на прессе с самостоятельным движением иглыпроизводится по схеме, изображенной на рис. 30. Нагретый слиток, загруженный в контейнер, сжимается пуансоном с укреплённой на его конце прессшайбой. Конец иглы частично внедряется в слиток, после чего игла, укреплённая в иглодержателе, проходя через пуансон, прошивает слиток,
|
|
|
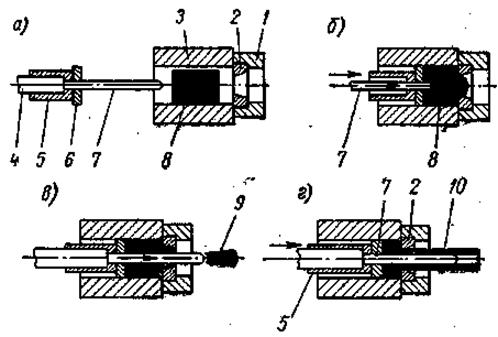
Рис. 30. Схема технологии прессования трубы прямым методом:
а– момент загрузки заготовки; б– момент начала прошивки; в – конец прошивки; г – выдавливание; 1 – матрицедержатель; 2 – отверстие матрицы; 3 – контейнер; 5 – пуансон; 6 – прессшайба; 7 – игла;
8 – слиток; 9 – пробка (выдра); 10 – труба
выдавливая из него через матрицу, укрепленную в матрицедержателе, часть металла заготовки в виде усечённого конуса, называемого пробкой, или выдрой. За счёт дальнейшего поступательного движения пуансона слиток в виде трубы выпрессовывают через кольцевой зазор, образованный отверстием матрицы и иглой. Наружный диаметр трубы получается равным диаметру матрицы, а внутренний – диаметру иглы.
При прессовании труб так же, как и при прессовании прутков, из-за неравномерности вытекания металла в конце процесса приходится оставлять часть металла заготовки в контейнере для того, чтобы предотвратить попадание прессутяжки в изделие. Прессостаток представляет основную часть потерь металла при прессовании, и в зависимости от характера течения металла высота его может колебаться в пределах 5–30 % от диаметра слитка. Чем равномернее течение металла при прессовании, тем меньше прессутяжка и тем меньше отход на прессостаток. После окончания прессования прессостаток подлежит отрезке от основного изделия. В последнее время при производстве труб большого диаметра получил промышленное применение метод комбинированного прессования, объединяющий оба вида течения металла — прямое и обратное. При этом методе прошивка производится по обратному методу, а прессование трубы — по прямому. Указанный метод по сравнению с обычным методом прессования труб позволяет сократить отход металла при прошивке слитка в 30–40 раз.
После прессования изделия подвергают соответствующей термообработке, например отжигу, закалке, старению и т. д., а также правке, резке и другим операциям, обусловленным требованиями на сортамент. Инструмент для прессования работает в тяжелых условиях, так как испытывает действие больших нагрузок и высоких температур. Поэтому он изготовляется из высококачественных специальных сталей. Детали инструмента, соприкасающиеся непосредственно с нагретым металлом, обычно изготовляют из сталей 5ХНВ, 7X3, ЗХ2В8, ЭИ617, ЭИ661 и др. Поскольку прессование ведется с весьма значительными степенями деформации, то для осуществления этого процесса машины должны развивать большие усилия. Наиболее приемлемым оборудованием, с этой точки зрения, являются гидравлические прессы, которыев зависимости от вида продукции прессования бывают горизонтальными или вертикальными. Конструкция гидравлических прессов, применяющихся при прессовании, принципиально неотличается от прессов, применяющихся для свободной ковки. Для прессования используются прессы с усилиями от 300 т(3,0 МН)до 25 000 т (250 МН)и более.
|
|
|
Основными факторами, создающими отличительные особенности горячего прессования стали от прессования цветных металлов и сплавов являются: более высокое сопротивление деформации сталей по сравнению с цветными металлами и сплавами, более высокая температура горячей деформации сталей и большее окалинообразование (у некоторых сталей). Под влиянием этих факторов стойкость инструмента может составлять всего несколько операций. Тем не менее, установлено, что прессование прутков с небольшой серией гораздо выгоднее прокатки, особенно для профилей, которые изготовить прокаткой трудно или вовсе невозможно.
В настоящее время прессованием обрабатывают углеродистые стали марок 20, 35, 45, 50, конструкционные ЗОХГСА, 40ХН, нержавеющие стали Х18Н9Т, ЭИ69 и другие высоколегированные стали. Размеры стальных прессованных изделий ГОСТом не предусматриваются. Например, заводы производят трубы с внутренним диаметром от 30 до 165 ммпри толщине стенки от 2 до 10 мм, профили с толщиной полки 2–2,5 мм слинейными размерами поперечных сечений до 200 мм.
Для обеспечения высоких и равномерных механических свойств по сечению стального изделия степени деформации должны быть: при литой заготовке не менее 80–85 %, а при катаной не менее 60 %. Скорость истечения при прессовании стальных профилей должна быть достаточно высокой, чтобы падение температуры заготовки было наименьшим. Поэтому прессование углеродистых и низколегированных сталей производят со скоростями 3–6 м/с, а высоколегированных 1–2 м/с.
|
|
|
Удельные давления при прессовании стали достигают 130–160кг/мм2(1300–1600 МН/м2).При таких давлениях инструмент для прессования, особенно матрицы, должен быть высокопрочным и износостойким при повышенной температуре. Наилучший результат достигается при изготовлении матриц из жаропрочных сплавов, например марки ЖС6. Этот сплав применяется для матриц при прессовании углеродистых, нержавеющих и даже жаропрочных сталей. Иногда матрицы изготовляются с наплавкой из твердых сплавов ВК2 или ВК3.
Важной особенностью прессования сталей является применение быстрого нагрева (например, электронагрева) и специальной смазки инструмента. Быстрый нагрев уменьшает окалинообразование, в результате чего снижается трение и повышается стойкость инструмента. Смазка повышает стойкость инструмента и замедляет охлаждение заготовки. Наилучшие результаты дают стеклянные смазки в виде стеклянной ваты, порошка и др.
В последние годы горячему прессованию стальных изделий придаётся огромное значение. В целом ряде случаев применение прессования для получения заготовок сложной формы значительно целесообразнее метода горячей объемной штамповки. Например, преимущества прессования видны при изготовлении таких трудоёмких деталей, как лопатки турбин. Переход с объёмной штамповки поковки лопатки на прессование сокращает припуск на механическую обработку и, кроме того, повышает работоспособность лопаток за счёт более однородной структуры металла по сечению их рабочей части (пера).
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1280; Нарушение авторских прав?; Мы поможем в написании вашей работы!