КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение размеров полости наборной части ручья
|
|
|
|
Выбор заготовки, определение объема и длины высаживаемой части
Исходной величиной для определения размеров заготовки является объем прутка, подвергающийся высадки, который равен сумме объема высаживаемой поковки, потерь металла на угар и отхода на облой, если он неизбежен.
Выбор диаметра прутка по наименьшему диаметру поковки иногда приводит к чрезмерно большому количеству переходов и необходимости дополнительного подогрева заготовки. В этих случаях выгоднее идти на утолщение отдельных мест поковки и использовать пруток большего сечения.
Зная высаживаемый объем заготовки, и, задаваясь диаметром прутка, определяют длину высаживаемой части. Общая длина заготовки при этом будет представлять собой сумму длин, идущих на высадку отдельных мест (фланцев или утолщений) и длин частей прутка, не подвергающихся высадке.
Если штампуемая поковка имеет отверстие, которое в процессе высадки прошивается, то объем металла, вытесняемого для образования последнего, необходимо вычесть из объема высаживаемой части заготовки. При пробивке отверстия объем отделяемого металла прибавляется к объему высаживаемой части.
При двусторонней высадке поковок с утолщением в средней части технологически процесс разрабатывают с учетом характера течения металла. Объем металла несимметричной бочки, необходимый для заполнения полости ручья, штампа до касания со стенками, рассчитывается из условия его высадки за счет переднего конца заготовки.
После касания заготовки стенок штампа оставшиеся незаполненными объемы должны заполняться соответственно за счет переднего и заднего концов заготовки. Задний упор высаживает только длину заготовки, необходимую для окончательного заполнения задней полости ручья. Рабочий ход подвижной матрицы также равен этой величине.
|
|
|
Количество необходимых наборных переходов и их размеры зависят от отношения высаживаемой длины прутка к его диаметру. Относительная длина высаживаемой части прутка обусловлена объемом металла и диаметром прутка. Расчет ведется по горячим размерам поковки.
Наиболее интенсивный набор металла обеспечивается высадкой в конических полостях пуансонов, размеры которых определяются на основании следующих правил:
1. Большой диаметр конической полости не должен превышать  , где
, где  - диаметр прутка. На практике обычно применяют отношение
- диаметр прутка. На практике обычно применяют отношение  при длине высаживаемой части
при длине высаживаемой части  и
и  при
при  .
.
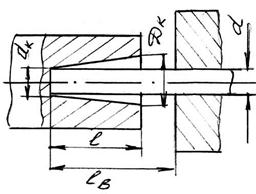
2. Меньший диаметр полости  принимается из условий лучшего ее заполнения несколько большим диаметра исходной заготовки
принимается из условий лучшего ее заполнения несколько большим диаметра исходной заготовки  .
.
Объем конической полости глубиной устанавливается из выражения:
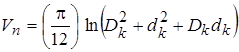 ,
,
глубина определяется из условия равенства объемов высаживаемой части заготовки и конической полости пуансона с учетом увеличения объема последней, которое необходимо во избежании переполнения ручья вследствие температурно-весовых колебаний размеров заготовки.
Необходимость в дальнейших наборных переходах определяют по величине отношения полученной длины конуса к его среднему диаметру. Если полученное значение указанного отношения больше 2.5, то производят следующий набор в конической полости, который рассчитывают по средним размерам полученного предварительного конуса. В отдельных случаях число наборных ручьев может достигать четырех.
Формовку утолщений сплошного сечения, как правило, осуществляют за один переход либо непосредственно от прутка при малой длине высакиваемой части заготовки, либо после предварительного набора металла. Только при штамповке поковок очень сложной формы формовку утолщений сплошного сечения выполняют за два и большее количество переходов.
|
|
|
Формовка в разъемной матрице позволяет штамповать без уклонов, однако получаемая при этом точность меньше, чем при штамповке в пуансоне. Формовка в открытых штампах поковок сложной формы из прутков обычной точности сопровождается появлением облоя в плоскости разъема.
Если поковка имеет несколько утолщений, то в обычных матрицах их оформляют последовательно, при этом в каждом ручье поковка должна получить форму и размеры, способствующие ее свободному размещению и надежному центрированию в матрице следующего ручья. Образование облоя при этом не допускается, формовка в каждом ручье, кроме окончательного, должна производится с гарантированным незаполнением полости у кромки ручья, т.е. разъем следует устанавливать у той кромки, которая заполняется металлом в последнюю очередь.
Объем и размеры формовочных ручьев соответствуют размерам горячей поковки. Обычно формовку успешно сочетают с прошивкой особенно при оформлении сравнительно неглубоких полостей.
Глубокую прошивку отверстий следует сочетать с незначительной высадкой, в основном за счет раздачи металла в радиальном направлении, предотвращая течение его навстречу пробивному пуансону.
При глубокой пробивке рекомендуется выполнять следующие правила: длина свободной части заготовки должна соответствовать основным условиям, принятым для высадки, глубокие полости следует прошивать за несколько переходов, чтобы избежать прогиба деформируемого прутка, глубина пробивки в каждом ручье не должна превышать трех-четырех диаметров пробивного пуансона. Отверстия диаметром менее 20 мм обычно не прошиваются из-за недостаточной стойкости прошивного пуансона. В момент начала прошивки надо производить центрирование пуансона в направлении части каждого ручья на величину  . С учетом неизбежной утяжки металла с краев прошиваемого отверстия вместо плоского торца заготовки предусматривают конусообразный, компенсирующий своей выпуклостью образующуюся утяжину. При получении поковки с очень тонкими стенками предварительно пробитую заготовку протягивают сквозь кольцо или применяют прямое выдавливание в одном из ручьев штампа.
. С учетом неизбежной утяжки металла с краев прошиваемого отверстия вместо плоского торца заготовки предусматривают конусообразный, компенсирующий своей выпуклостью образующуюся утяжину. При получении поковки с очень тонкими стенками предварительно пробитую заготовку протягивают сквозь кольцо или применяют прямое выдавливание в одном из ручьев штампа.
|
|
|
При штамповке поковок со сквозными отверстиями осуществляют пробивку донной части предварительно пробитых заготовок, при этом происходит отделение поковки от прутка. При обратном ходе главного ползуна поковка снимается с пробивного пуансона заплечиками, предусмотренными для этой цели в матрице, и после раскрытия матриц скатывается в приямок.
Для нормальной, пробивки необходимо, чтобы диаметр прутка был меньше диаметра поковки на величину нормального зазора при резке (5 % от толщины перемычки). При формовке из прутка меньшего диаметра, чем размер полости, применяют подъем прутка у заднего торца поковки. Если необходимо штамповать из прутка большего диаметра, чем диаметр полости, применяют пережим. Только при изготовлении поковок со сквозными отверстиями, диаметры которых намного меньше диаметра исходного прутка, последний переход выполняется в совмещенном отрезном-пробивном ручье, где от прутка поковку отделяют ножами матриц, после чего она зажимается между ними и подвергается пробивке.
При пережиме прутка, если его диаметр превышает диаметр отверстия в 1.2 раза, вводится дополнительный переход - отделение отхода (высечки) от прутка, производимый в специальном ручье боковой матрицей.
В открытых штампах ГКМ из-за малого объема облоя не применяются специальные канавки. Образующийся плоский заусенец удаляется в обрезном ручье, конструкция которого не отличается от обычного обрезного инструмента.
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 641; Нарушение авторских прав?; Мы поможем в написании вашей работы!