КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка на токарних верстатах
|
|
|
|
Верстати токарної групи (1)
0 – спеціалізовані 4 – свердлильно-відрізні
автомати 5 – карусельні (1553)
1 – одношпиндельні 6 – токарні і лобові
автомати (1А136) (1К62, 16К20)
2 – багатошпиндельні 7 – багаторізцеві (1730)
автомати (1265) 8 – спеціалізовані
3 – револьверні (1336М, 9 – різні токарні
1П326, 1П365)
Пристрій токарно-гвинторізного верстату
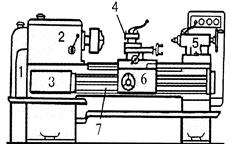 1) гітара змінних шестерень
1) гітара змінних шестерень
2) передня бабка
3) коробка подач
4) супорт
5) задня бабка
6) фартук
7) станина
Роботи, які виконуються на токарних верстатах:
1) обточування прохідними 8) зенкування фасок
різцями 7) фасонне точіння і
2) підрізання торців розточування
и уступів 9) нарізання різьби
3) точіння канавок різцями
і відрізка 10) нарізання різьби
4) розточування отворів мітчиком
5) розточування канавок 11) нарізання різьби
6) свердління, зенкування, плашкою
розвертання
Способи точіння конусних поверхонь:
- точіння конусів широким різцем
- точіння конусів поворотом різцевих салазок супорта
- точіння конусів зміщенням центру задньої бабки
- точіння конусів за допомогою конусної лінійки
- точіння конусів сумісництвом двох подач
Пристосування до токарних верстатів:
1) трикулачковий 9) рифлений центр
самоцентруючий 10) зворотні центри
патрон (з механічним, 11) зрізаний центр
пневмо-,гідро- приводом) 12) люнет нерухомий
2) чотирьохкулачковий 13) люнет рухомий
патрон 14) оправки:
3) планшайба циліндричні,
4 ) повідковий патрон конічні з
5) цанговий патрон гофрованими
6) патрон свердлильний втулками, цангові
7) центр упорний 15) перехідні втулки
8) центр обертовий
Рекомендації за способами кріплення валів різної жорсткості:
1) консольно, якщо l/d < 4
2) у центрах або у патроні з притисканням центром
задньої бабки якщо 4 < l/d < 10
3) у центрах з люнетом або у патроні з
притисканням центром задньої бабки з люнетом
якщо l/d > 10
Налагоджуванням верстату називають підготовчі роботи, які полягають в установці та перевірці приналежностей, які закріплюють, пристосувань і інструментів, а також усіх інших підготовчих операцій, які необхідні для виконання поставленого завдання.
Настроювання верстату полягає у настрюванні усіх його кінематичних ланцюгів з метою забезпечення режимів обробки, які завданні.
7 ОБРОБКА НА СВЕРДЛИЛЬНИХ ВЕРСТАТАХ
Свердлильні і розточувальні верстати (2 група):
0 – резерв 5 – радіально-
1 – вертикально- свердлильні (2В56)
свердлильні (2Н135) 6 – горизонтально-
2 – одношпиндельні розточувальні (2620)
напівавтомати 7 – алмазно-
3 – багатошпиндельні розточувальні (278)
напівавтомати 8 – горизонтально-
4 – координатно- свердлильні
розточувальні (2450) 9 – інші свердлильні
Устрій вертикально-свердлильного верстата
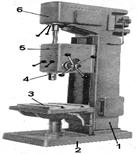 1) станина (колонна)
1) станина (колонна)
2) основання станини
3) стіл
4) шпиндель
5) шпиндельна бабка з коробкою подач
і підйомним механізмом
6) коробка швидкостей
Досяжна точність і шорсткість:
- при свердлінні 12…13 квалітет (11 по кондуктору), Rа ≥ 10,0 мкм
- при зенкуванні 10,11 квалітет, Rа = 10,0…2,5 мкм
- при розвертуванні 7…8 квалітет, Rа = 1,25…0,32 мкм
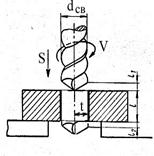
Швидкість різання υ це – окружна швидкість найбільш віддаленої точки головної ріжучої кромки свердла, м/хв.
 м/хв.
м/хв.  , мм/об
, мм/об
 При свердлінні
При свердлінні  , м/хв. п ри розсвердлюванні,
, м/хв. п ри розсвердлюванні,
зенкеруванні, розвертуванні, м/хв.
 Т - стійкість свердла, Т = 5…270 хв.
Т - стійкість свердла, Т = 5…270 хв.
S – величина подачі свердла, мм/об
kv – загальний поправний коефіцієнт.
Подача S – переміщення свердла вдовж осі за один оберт, мм/об
Sсв = (0,02 – 0,03)dсв
Sзенк = (2,0 – 2,5)Sсв Sразв = (2,5 – 3,0)Sсв
Глибина різання: при свердлінні  , мм.
, мм.
 , мм - при розсвердлюванні, зенкеруванні,
, мм - при розсвердлюванні, зенкеруванні,
розвертуванні
Основний час  , хв.;
, хв.;
L = l + l1 + l2, мм
l1 – врізання свердла, мм. 
l2 – перебіг свердла l2 = 1…5 мм
Осьова сила  Н
Н
Крутячий момент  Нм
Нм
Ефективна міцність  , кВт
, кВт
Роботи, які виконуються:
1) свердління, розсвердлювання 5) зенкування
2) зенкерування 6) нарізання різьби
3) розвертування мітчиками
4) цекування 7) розточування
Інструменти, які застосовуються:
- свердла спіральні, перові, центрі, для глибокого
свердлення
- зенкери циліндричні і конічні
- розвертки циліндричні і конічні
- цековки
- мітчики
- розточувальні різці
Пристосування, які застосовуються:
1) перехідні втулки 8) машині лещата
2) цангові патрони 9) призми
3) швидкозмінні патрони 10) кутові і
4) свердлильні патрони обертові плити
5) кондуктори 11) багатошпиндельні
6) прихвати, головки
притискні планки
8 ОБРОБКА НА ФРЕЗЕРНИХ ВЕРСТАТАХ
Верстати фрезерної групи (6)
0 – резерв 5 – вертикальні
1 – вертикальні безконсольні (6А54)
Консольні (6А12П) 6 – поздовжні (6652)
2 – безперервної 7 – консольні широко-
дії (6А23) універсальні (675)
3 – резерв 8 – горизонтальні
4 – копіювальні консольні (6М82)
і гравірувальні 9 – інші фрезерні
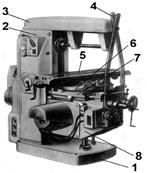 Пристрій універсально-фрезерного верстату 6Н81
Пристрій універсально-фрезерного верстату 6Н81
1) основа 5) стіл
2) станина з 6) обертова
коробкою частина столу
швидкостей 7) поздовжні
3) хобот салазки
4) додаткові 8) консоль з
зв’язки коробкою подач
Досягаємо точність 7…10 квалітет, шорсткість
Rа = 6,3…1,6 мкм
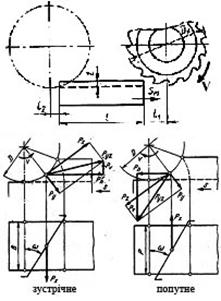
За розташуванням осі фрези фрезерування буває
циліндричне і торцеве
Швидкість різання υ – окружна швидкість обертання зуба фрези, м/хв.
Т - стійкість фрези Т = 40…480 хв.
В – ширина фрезерування, мм
z – кіль-сть зуб’ів фрези
Sz – величина подачі на зуб фрези, мм/зуб
kv – загальний поправочний коефіцієнт.
 Подача Sм – переміщення деталі відносно осі фрези в одиницю часу, мм/хв.
Подача Sм – переміщення деталі відносно осі фрези в одиницю часу, мм/хв.
Sм = Sо nфр = Sz z nфр
Sz = 0,03…0,08 мм/зуб - циліндричне
Sz = 0,04…0,15 мм/зуб – торцеве
Глибина різання t – товщина шару матеріалу, який зрізується фрезою за один робочий хід, мм
Основний час  , хв.
, хв.
L = l + l1 + l2, мм
l1 – врізання фрези, мм.
 - циліндричне
- циліндричне
 - торцеве
- торцеве
l2 – перебіг фрези l2 = 1…5 мм
Сила різання  , Н
, Н
Крутний момент  , Нм
, Нм
 |
Ефективна міцність, кВт
Особливості фрезерування:
1) У роботі приймають участь декілька лез, тому
продуктивність вища ніж при точінні
2) Робота лез з перервами і масивний корпус
сприяють кращому тепло відводу теплоти від лез
3) Зміна площі зрізу приводить до коливань сили
різання
4) Періодичне врізання фрези в деталь приводить до
ударних навантажень і вібрацій.
Зустрічне: застосовується частіше, навантаження на зуб зростає поступово, є вібрації.
Попутне: якість поверхні вище, але зуб у момент врізання сприймає найбільше навантаження
Роботи, які виконуються - фрезерування:
- площин (горизонтальних, вертикальних,
нахилених);
- пазів прямих і Т – подібних;
- шпонкових канавок,
- зубчастих коліс, різьб,
- фасонних поверхонь і ін..
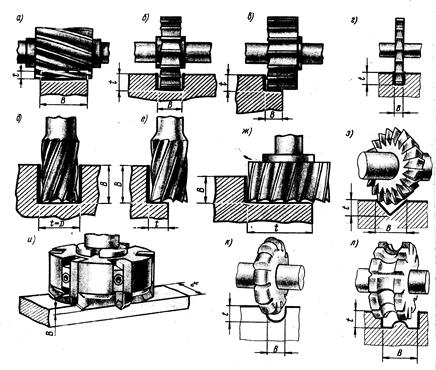
Інструменти, які застосовуються:
Фрези циліндричні, кінцеві, торцеві, дискові, кутові, фасонні, модульні, шпонкові та ін.
Класифікація фрез:
1) за способом кріплення – насадні і хвостові
2) за конструкцією –суцільні та складені
3) за конструкцією зуба – з незатилованим і затилованим зубом
4) за розташуванням зуб’ів відносно фрези – циліндричні, конічні (кутові), торцеві, фасонні
5) за розташуванням ріжучої кромки відносно осі фрези – з прямим та гвинтовим зубом.
Пристосування:
Машинні лещата, УДГ, обертовий круглий стіл, фрезерні головки, довбальні головки, притискачі, обхоплювачі, опори, призми та інші.
|
|
|
|
|
Дата добавления: 2014-11-08; Просмотров: 1687; Нарушение авторских прав?; Мы поможем в написании вашей работы!