КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прямоточные линии
|
|
|
|
И и
S Cпрi
К з ср ----------
S Сpi
Спрi
Средний коэффициент загрузки рабочих мест на поточной линии, %,
m
i=1
m
i=1
Коэффициенты kз оi и kз о ср являются показателями целесообразности применения поточного производства. Желательно иметь в массово-поточном производстве нижний предел загрузки рабочих мест 80 – 85 %, а в серийно-поточном – 70 – 75 %.
Далее осуществляем планировку поточной линии, начиная ее с разработки схем рабочих мест по всем операциям и выбора рациональных транспортных средств. В результате общей компоновки поточной линии определяется ее внешний контур, способ расстановки оборудования, расположение транспортных средств, средств промежуточного и окончательного контроля, мест для заделов. Планировка поточных линий (см. рис. 3.5) должна обеспечивать прямоточность и наиболее короткий путь движения изделия, рациональное использование производственных площадей, удобство транспортировки заготовок и деталей к рабочим местам, к местам обслуживания и выполнения ремонтов.
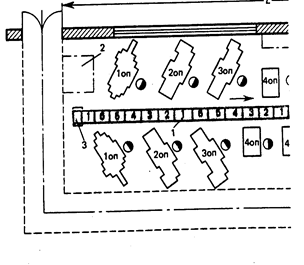
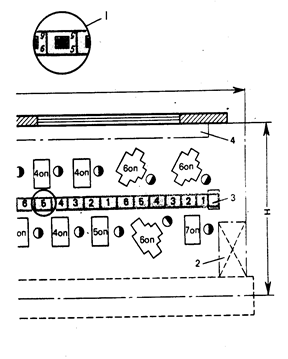
Рис.3.5. Схема планировки поточной линии с распределительным конвейером
(под цифрой 1 - пример расположения объектов производства
и разметочных знаков на конвейере)
1 - ленточный транспортер, 2 - места для складирования,
3 - приводная и стяжная станция, 4 - стеллаж
После расчета такта, количества рабочих мест для последующей планировки конвейера рассчитывается его шаг lш, т. е. расстояние между осями симметрии двух рядом расположенных объектов на конвейере.
Длина деления, или шаг конвейера, выбирается из соотношения
1ш min< lш<lш min. l ш min определяется габаритами объекта и средним расстоянием между двумя рядом находящимися на конвейере объектами (lср= 200 - 300 мм), а 1ш max определяется допустимой скоростью движения конвейера.
|
|
|
Скорость движения конвейера должна соответствовать такту потока. Это соответствие достигается, если путь, равный шагу, конвейер проходит за такт:
vk = lш / r.
Чаще всего применяют распределительные конвейеры со скоростями в пределах 0,5 + 2 м/мин. Период распределительного конвейера П – это комплект знаков, предназначенных для его разметки.
Длина рабочей части конвейера:
lр.k = l ш (S wpi + S wki)
i=1 i=1
wpi и wki - количество рабочих мест, где выполняются производственные и контрольные операции;
и - число всех операций в технологическом процессе.
Длина рабочей линии конвейера l р к согласовывается с его периодом.
Рабочий конвейер оснащен механическим транспортером, который перемещает обрабатываемый объект вдоль линии, регламентирует ритм работы и служит местом выполнения операций. Поскольку объекты не снимаются с конвейера, линии рабочим конвейером применяют главным образом для сборки сварки изделий, заливки в формы (в литейных цехах), окраски узлов и агрегатов в специальных окрасочно-сушильных автоматических камерах.
Шаг рабочего конвейера lш при сборке небольших изделий часто принимают равным 1 - 1,2 м, а при сборке крупногабаритных изделий руководствуются такими же соображениями, как и для распределительного конвейера, т. е. учитываются габариты объекта и расстояние между ними. Максимально допустимый шаг лимитируется также допустимой скоростью движения конвейера. Рациональными скоростями рабочего конвейера считаются 0,5 - 2,5 м/мин при сборке относительно небольших объектов или при повышенных требованиях к ее точности.
При таких скоростях вполне допустимо непрерывное движение конвейера. Если требуется скорость больше, чем 2,5 м/мин, применяют конвейер пульсирующего типа. Однако при высокой технологической оснащенности сборочных работ, бригадной организации труда и в условиях непрерывного движения скорость υк может быть значительно выше 2,5 м/мин. (см. метод. указания "Поточное производство").
|
|
|
Прямоточные (прерывно-поточные) линии чаще всего используют для механической обработки деталей (заготовок) при недогрузке оборудования из-за несинхронности процесса. Поэтому прямоточные линии экономически оправдывают себя, если достигнута синхронизация большей части операций, включенных в технологическую цепочку линии, и возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух-трех операций.
Для прямоточных линий устанавливается наиболее целесообразный для данных условий производства период обслуживания рабочими-совместителями закрепленных за ними рабочих мест с выполнением на каждом из них определенного задания. Он зависит от уровня ритмичности, грузоподъемности транспортных средств и других факторов.
На прерывно-поточных (прямоточных) линиях с характерной для них различной производительностью на отдельных операциях непрерывность отсутствует, однако ритмичность выпуска здесь соблюдается. Ритм линии в этом случае укрупненный и определяется интервалом времени, в течение которого на линии формируется выработка установленной величины, например часовая, полусменная, сменная.
По способу поддержания ритма различают линии с регламентированным и свободным ритмом. Линии с регламентированным ритмом характерны для непрерывно-поточного производства. Здесь ритм поддерживается с помощью конвейеров или сигнализации. Линии со свободным ритмом не имеют технических средств, строго регламентирующих ритм работы. Эти линии применяются при любых формах потока, и соблюдение ритма в этом случае возлагается непосредственно на работников данной линии.
В связи с отсутствием синхронности процесса на прямоточной линии возникает из-за разной производительности на смежных рабочих местах межоперационные оборотные заделы. Изменение межоперационного оборотного задела определяется по формуле:
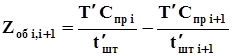
где Zоб i,i+1 – изменение межоперационного оборотного задела между операциями за период времени Т';
|
|
|
Т' – период времени, в течение которого смежные операции находятся в неизменных условиях по производительности, мин.;
Спр i, Спр i+1 – количество работающих станков на предшествующей и последующей операциях за период Т';
t'шт i, t'шт i+1 – откорректированное штучное время соответственно предшествующей и последующей операций, мин.
Значение Т', Спр i, Спр i+1 определяются на основании графика-регламента работы оборудования (рис. 3.6).
3
| 1 2 3 4 5 6 7 8 |
























|
|
| №№ ПП | Операция | Количество рабочих мест | Загрузка рабочих мест | Табельный номер рабочего | Графики работы оборудования и межоперационных оборотных заделов R н = 1 смена (480 мин.) | |||||||||||||
| Сpi | Cnpi | Номер станка | % загрузки | |||||||||||||||
    
| Фрезерование | 3,84 | ||||||||||||||||
| ||||||||||||||||||
  2 2
| Растачивание | 1,44 | ||||||||||||||||
| ||||||||||||||||||
   3 3
| Обтачивание | 2,50 |
Схема планировки прямоточных линий должна предусматривать территориальное сближение рабочих мест, обслуживаемых рабочими-совместителями. Наиболее приемлемыми транспортными средствами для прямоточных линий являются рольганги, тельферы, электрокары.
|
|
|
|
|
|
|
Дата добавления: 2014-12-17; Просмотров: 1202; Нарушение авторских прав?; Мы поможем в написании вашей работы!