КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приклад другий до п.3.4
|
|
|
|
Чистове шліфування зовнішньої циліндричної поверхні втулки (рисунок 3.21) виконується на оправці з посадочним діаметром 25-0,014 мм. Базовий отвір має розмір ø25  . Визначити похибку базування втулки.
. Визначити похибку базування втулки.
Розв’язання.
В даному випадку:
Smin=0,025; TA=0,085-0,025=0,060 мм; TB=0,014 мм.
Отже, похибка базування
ε δ =0,025+0,060+0,014=0,099 мм.
Рисунок 3.21. Схема встановлення втулки на жорсткій оправці
4) Похибка базування при встановленні на площину і два отвори. Похибка базування в горизонтальній площині проявляється в зміщенні заготовки при виборі зазорів між отвором і пальцями в один і різні боки. Внаслідок цього технологічна база – поверхня отвору і вимірювальна база – його вісь не збігається.
При встановленні на площину і два отвори похибки базування деталі виникають у результаті зміщення останньої в напрямку розмірів А1 і А2 внаслідок вибирання зазорів в одному напрямку (рисунок 3.22, а) чи перекосу в площині базування відносно осей пальців унаслідок вибирання зазорів у різних напрямках (рисунок 3.22, б).
Похибки базування дорівнюватимуть:
· в напрямках розмірів А1 і А2
εбА1 = εбА2 = Smax (3.3)
Рисунок 3.22 Схема встановлення пластини на площину і два отвори
· найбільш можливий кут перекосу деталі
 (3.4)
(3.4)
де S1max, S2max, - максимальний зазор у з’єднанні базового отвору відповідно з першим і другим пальцем;
L – відстань між центрами базових отворів (номінальний розмір).
Посадка отворів на пальці виконується, як правило, за посадками H7/f7 або H7/g6.
Перекіс заготовки на кут α впливає не тільки на точність розмірів, а й на точність відносного розташування оброблюваних поверхонь відносно баз (А1, А2 і α на рисунку 3.23).
|
|
|
Рис. 3.23. Схема виникнення похибки базування
5) Похибка базування при встановленні за конусним отвором. При такому встановленні деталі на жорсткий конусний палець (рисунок 3.24) похибка базування в напрямку розміру Н виникає в результаті зміни розміру А, яке відбувається через коливання величини d конусного отвору.
Величина похибки базування визначають за формулою
 (3.5)
(3.5)
Рисунок 3.24. Схема встановлення заготовки на конічний отвір
6) Похибка базування при встановленні в центрах. Ця похибка базування виникає внаслідок похибки виконання центрових отворів. У результаті не забезпечуються фіксоване положення вала в поздовжньому напрямку (рисунок 3.25, а). Вимірювальна база (лівий торець вала) і технологічна база (вершина центрового отвору) не збігаються.
У партії заготовок внаслідок неоднакової глибини центрових отворів їх діаметр змінюється від Dmin до Dmax (рисунок 3.25, б). У зв’язку з цим при підтисканні заднім центром буде змінюватися положення лівого вала (вимірювальної бази) відносно встановленого на розмір А різця.
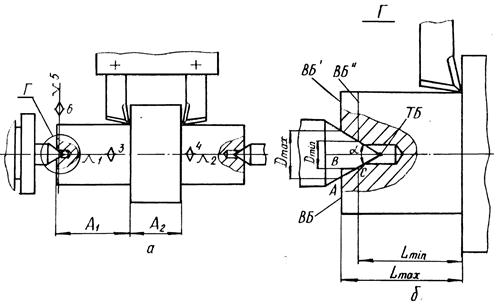
Рисунок 3.25. Схема встановлення вала в центрах
Тоді похибка базування

з трикутника АВС
 (3.6)
(3.6)
Шляхи зменшення похибки базування:
а) підвищити точність зацентровки – контролювати глибину центрового гнізда калібром;
б) сортувати заготовки за діаметром центрових гнізд на розмірні групи з наступним підналагодженням системи при переході на обробку валів з центровими отворами нової розмірної групи.
Шляхи виключення похибки базування:
а) застосувати плаваючий передній центр, суміщаючи технологічну і вимірювальну базу (рисунок 3.26, а). При підтисканні заготовки 1 заднім центром плаваючий центр 2 утоплюється в корпусі 3 до тих пір, поки торець заготовки не упреться в торець корпуса (або в спеціальний упор). При цьому незалежно від глибини (діаметра) центрового отвору, торці всіх заготовок партії займуть цілком визначене положення, технологічна і вимірювальна бази сумістяться. Потрібне положення фіксується гвинтом 4. Однак при цьому слід пам’ятати, що в наслідок посадок із зазором у з’єднаннях плаваючого центра жорсткість системи ВПІД буде зменшеною;
|
|
|
б) не використовувати переднє центрове гніздо, встановлюючи, наприклад, лівий кінець вала в цанговому, чи кулачковому патронах з упором в торець (рисунок 3.26, б, в);
в) поздовжні розміри задавати від технологічної бази – вершини центрового гнізда (рисунок 3.26, г) При цьому встановлення на передній центр буде забезпечувати суміщення баз. До речі, ряд вітчизняних і зарубіжних автомобільних заводів (ВАЗ, Фіат і ін.) задають у кресленнях колінчастих розподільних та інших валів, півосей заднього моста тощо поздовжні розміри якраз від вершини центрового гнізда, що в умовах автоматизованого або автоматичного виробництва (при багаторазових встановленнях заготовок) дає змогу гарантовано забезпечити точність поздовжніх розмірів.
Якщо при встановленні на центри (в тому числі на плаваючий) виникає похибка від неточності виготовлення (не співвісності С центрових гнізд, то при відстані L між вершинами центрових отворів і куті перекосу γ осі заготовки похибку розміру А можна визначити за формулою
 (3.7)
(3.7)
Рисунок 3.26 Схеми встановлення вала, що виключають похибку
базування в осьовому напрямку
Задачі до п. 3.4
(визначення похибок базування)
Задача 3.4
Визначити похибку базування при токарній обробці заготовки на жорсткій оправці, якщо діаметр оправки  , а діаметр отвору заготовки
, а діаметр отвору заготовки  (див. рисунок 3.21).
(див. рисунок 3.21).
Задача 3.5
Визначити похибку базування гладкого валу на нерухому призму з кутом  при фрезеруванні паза (таблиця 3.2), якщо потрібно витримати розмір
при фрезеруванні паза (таблиця 3.2), якщо потрібно витримати розмір  . Діаметр бази
. Діаметр бази  .
.
Задача 3.6
Визначити похибкубазування при обробці вказаних поверхонь (рисунок 3.27, таблиця 3.3).
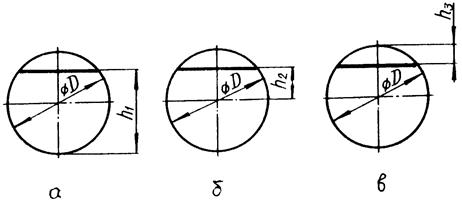
Рисунок 3.27. Задання розміру лиски на валику
Таблиця 3.3
| Варіант | Розміри | ||||
| D | h1 | h2 | h3 | α | |

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
| 
| 
| ||

| 
|
| 
| ||

| 
| 
| 
| ||

| 
| 
|
| ||

| 
| 
| 
| ||

| 
| 
| 
|
|
|
|
Задача 3.7
Визначити, чи буде забезпечена симетричність паза  відносно зовнішнього профілю в межах 0,1мм (рисунок 3.28, а) при різних схемах встановлення заготовки (рисунок 3.28, б-д). Похибка методу обробки за розташуванням оброблюваної поверхні відносно бази – 0,08 мм. Похибку закріплення не враховувати.
відносно зовнішнього профілю в межах 0,1мм (рисунок 3.28, а) при різних схемах встановлення заготовки (рисунок 3.28, б-д). Похибка методу обробки за розташуванням оброблюваної поверхні відносно бази – 0,08 мм. Похибку закріплення не враховувати.
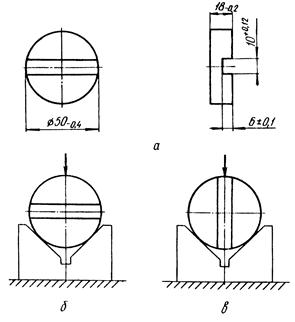
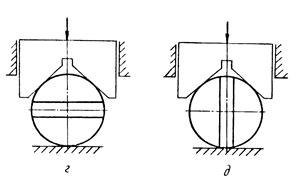
Рисунок 3.28. До задачі 3.7
Задача 3.8
Визначити похибки базування за координатами X і Y при обробці (рисунок 3.29):
· поверхонь 1 і 2;
· поверхонь 3 і 4.
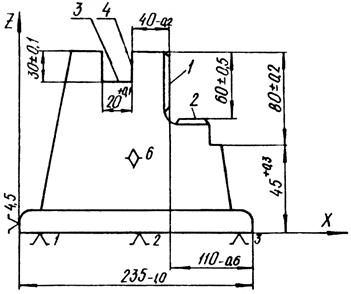
Рисунок 3.29. До задачі 3.8
Задача 3.9
Визначити найбільшу кутову похибку при встановленні оброблюваної заготовки на два отвори (рисунок 3.30, таблиця 3.4).
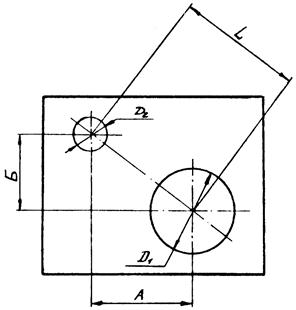
Рисунок 3.30.До задачі 3.9
Таблиця 3.4
| Номер варіанту | Діаметр базових отворів заготовки, мм | Діаметр установчих пальців | Розміри розташування базових отворів | ||||
| D1 | D2 | d1 | d2 | A | Б | L | |

|
| 
|
| - | |||

| 
| 
| 
| - | |||

|
| 
|
| - | - | ||

| 
| 
| 
| - | - | ||

|
| 
|
| - | |||

| 
| 
| 
| - | |||

| 
| 
|
| - | - | ||

|
| 
| 
| - | - | ||
|
| 
| 
|
| - | |||

|
| - | |||||

| 
| 
| 
| - | - | ||

|
| 
| 
| - |
Задача 3.10
На горизонтально-фрезерному верстаті набором фрез виконують обробку поверхонь 1, 2, 3, 4 (рисунок 3.31). Визначити похибки базування при виконанні розмірів А1, А2, А3, Б1, Б2, Б3. Вказати розміри, на точність виконання яких впливає несталість сили затискання Q заготовки.
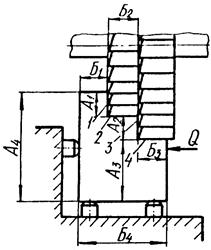
Рисунок 3.31. Схема обробки заготовки
Задача 3.11
На вертикально-свердлильному верстаті проводять обробку ступінчастого отвору комбінованим зенкером (рисунок 3.32). Визначити похибки базування при одержанні розмірів А1, А2, А3, Б1, D1 і D2.
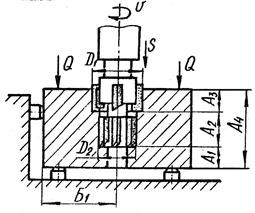
Рисунок 3.32. Схема обробки отвору
Задача 3.12
Визначити похибки базування при виконанні розмірів А1, Б1, А2, А3 при зенкеруванні отвору і підрізанні торця бобики на вертикально-свердлильному верстаті (рисунок 3.33).
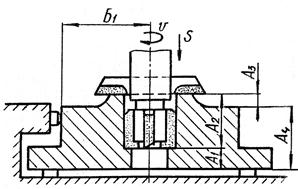
Рисунок 3.33. Схема обробки отвору
Задача 3.13
При обробці уступів заготовки на горизонтально-фрезерному верстаті (рисунок 3.34) можливі два варіанта її встановлення. Визначити можливість одержання точності розмірів А1, А2, Б1, Б2, якщо  , похибка методу обробки
, похибка методу обробки  , а кут призми .
, а кут призми .
|
|
|
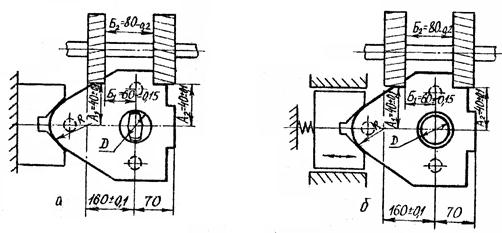
Рисунок 3.34. Схема встановлення заготовки при фрезеруванні
Задача 3.14
При встановленні заготовок на плоску поверхню і два отвори проводять обробку поверхонь 1, 2, 3 і паза, витримуючи розміри А1, А2, А3, А4, Б1, Б2, В1 (рисунок 3.35). Вимагається:
1) визначити похибку базування для вказаних розмірів, якщо відомо, що базові отвори заготовок D1 і D2 виконанні з допуском  , установочні пальці d1 і d2 – з допуском
, установочні пальці d1 і d2 – з допуском  , а мінімальний зазор у з’єднанні базових отворів з установочними пальцями
, а мінімальний зазор у з’єднанні базових отворів з установочними пальцями  . Розмір між осями базових отворів L0 виконаний з відхиленнями
. Розмір між осями базових отворів L0 виконаний з відхиленнями  ;
;
2) визначити, чи можлива обробка поверхонь 1 і 3 одночасно набором фрез, якщо задана точність для розмірів А1 і А4 -ТА1=Т4=0,15мм, а середньо економічна точність прийнятого методу обробки  ;
;
3) визначити максимально можливо похибку перпендикулярності поверхонь 1 і 3 відносно поверхні 2, якщо  .
.
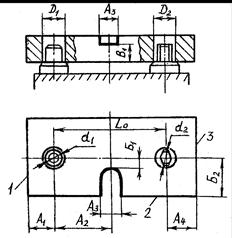
Рисунок 3.35. Схема встановлення заготовки
Задача 3.15
Для фрезерування паза заготовку встановлюють в центруючи втулку (рисунок 3.36). Визначити похибки базування для розмірів А1, А2, А3, Б1, Б2 при заданій точності розмірів заготовки Б3, d і центруючої втулки D (таблиця 3.5).
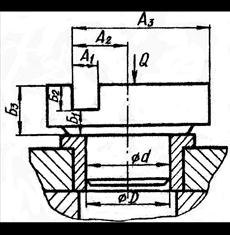
Рисунок 3.36. Схема встановлення заготовки при фрезеруванні паза 4
Таблиця 3.5
| Варіант | Розмір, мм | |||||||
| d | D | A1 | A2 | A3 | Б1 | Б2 | Б3 | |

| 
| 
| 
| 
| 
| 
| 
| |

| 
|
| 
| 
|
| 
| 
| |

| 
| 
| 
| 
|
|
| 
| |

| 
|
| 
| 
| 
| 
| 
| |

| 
| 
|
| 
|
|
| 
| |

| 
| 
| 
| 
|
| 
| 
| |

| 
| 
|
| 
|
| 
|
| |

| 
| 
| 
| 
| 
| 
| 
| |

| 
| 
| 
| 
| 
| 
| 
| |

| 
| 
| 
| 
|
| 
| 
| |

| 
| 
|
| 
|
| 
| 
| |

| 
| 
| 
|
|
| 
| 
|
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 1043; Нарушение авторских прав?; Мы поможем в написании вашей работы!