КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производительность экструзионной установки
Экструзия – процесс непрерывный, состоящий из ряда последовательных операций. Каждая операция, как известно из теории непрерывных процессов, может стать «узким» местом, которое может в целом определять производительность всей установки. Поэтому, при разработке процесса экструзии, необходимо, базируясь на закономерностях процесса на каждом участке, выбирать такие параметры процесса, которые были бы оптимальными для всех участков при равной производительности.
Поскольку при определении мощности установки за основу берется мощность экструдера, то пользуются следующей эмпирической формулой:
где  – мощность, кг/ч;
– мощность, кг/ч;
 – коэффициент заполнения шнека материалом;
– коэффициент заполнения шнека материалом;
 – число оборотов червяка, об/мин;
– число оборотов червяка, об/мин;
 – объем одного витка нарезки шнека в зоне загрузки;
– объем одного витка нарезки шнека в зоне загрузки;
 – насыпной вес загружаемого материала.
– насыпной вес загружаемого материала.
Производительность одного и того же экструдера для различных материалов неодинакова. Если принять за единицу производительность при переработке П-ПВХ, то для других материалов можно установить следующие относительные величины производительности:
| ПЭВД | ПЭНД | Винипласт | ПС | ПП | ПА |
| 0,8 | 0,6 | 0,5 | 0,45 | 0,4 | 0,35 |
На практике стремятся к повышению производительности, которая может быть достигнута различными способами:
- увеличением скорости вращения червяка;
- увеличением глубины канала нарезки;
- увеличением угла наклона нарезки;
- уменьшением радиального зазора между цилиндром и червяком.
Производительность изменяется в зависимости от конкретных условий работы машины, вида материалов, диаметра червяка и конструкции экструзионной головки.
Если изобразить зависимости производительности экструдера от давления для различных оборотов червяка, то получим ряд параллельных прямых с отрицательным углом наклона (рис. 4.10). Эти прямые – характеристики червяка.
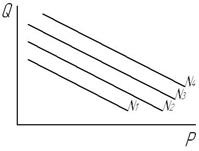
Рис. 4.10. Характеристики червяка при различных частотах его вращения:
N1<N2<N3<N4
Характеристика червяка показывает зависимость между давлением перед головкой и производительностью при различных частотах вращения червяка. С увеличением числа оборотов при P=const производительность увеличивается.
Прямая линия, проходящая через начало координат, представляет собой характеристику головки (рис. 4.11).
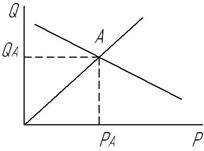
Рис. 4.11. Рабочая точка
Точка пересечения характеристики головки и характеристики экструдера является рабочей точкой для данных головки и червяка. Поиск рабочей точки является основной задачей исследования работы экструдера.
Производительность зависит от геометрии червяка и в первую очередь от глубины нарезки межвиткового канала (рис. 4.12).
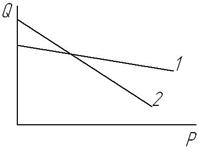
Рис. 4.12. Характеристики червяка при различных глубинах канала:
1 – h, 2 – 2 h
Увеличение глубины канала шнека в гомогенизирующей зоне приводит к повышению прямого потока. При открытом цилиндре велика производительность, при закрытом цилиндре, когда имеет место высокое давление, повышается противоток и производительность резко уменьшается.
Рассмотрим, как меняется производительность в зависимости от давления и геометрии червяка (рис. 4.13).
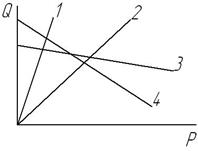
Рис. 4.13. Зависимость производительности от
давления и геометрии червяка:
1 – формующая головка с низким сопротивлением, 2 – головка с высоким
сопротивлением, 3 – шнек с мелкой нарезкой, 4 – шнек с глубокой нарезкой
Установлено, что при небольшом сопротивлении головки лучшую производительность обеспечивает шнек с глубокой нарезкой, при большом сопротивлении головки – шнек с мелкой нарезкой.
Известно, что с увеличением длины дозирующей зоны снижается величина обратных потоков и по каналу шнека, и в зазоре между шнеком и цилиндром (рис. 4.14).
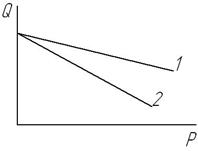
Рис. 4.14. Зависимость производительности от длины
дозирующей зоны червяка:
1 – шнек с длинной дозирующей зоной,
2 – шнек с короткой дозирующей зоной
Путем соответствующего удлинения выходной зоны шнека можно компенсировать в известных пределах уменьшение производительности экструдера, если при среднем противодавлении, т.е. при использовании формующего инструмента со средним сопротивлением, вместо шнека с глубокой нарезкой применять шнек с мелкой нарезкой.
Рассмотрим, как зависит производительность от геометрии канала и длины зоны дозирования с учетом давления (рис. 4.15).
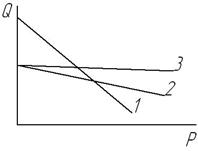
Рис. 4.15. Зависимость производительности от
геометрии канала и длины зоны дозирования:
1 – шнек с глубокой нарезкой и короткой зоной выдавливания,
2 – шнек с мелкой нарезкой и короткой зоной выдавливания,
3 – шнек с глубокой нарезкой и длинной зоной выдавливания
При высоком сопротивлении мундштука или давлении лучшую производительность обеспечивает шнек с мелкой нарезкой и длинной зоной выдавливания.
Представляет интерес зависимость производительности от температурного режима (рис. 4.16).
Величина производительности практически не изменяется при одновременном изменении температуры расплава в канале червяка и головке, но установлено, что при увеличении температуры материала от 190 º С до 240 º С давление экструзии уменьшается почти на 35%, т.е. сокращаются энергозатраты на 1/3.
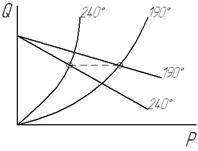
Рис. 4.16. Зависимость производительности от
температурного режима
Важнейшим назначением экструзионной машины является разогрев и термическая гомогенизация расплава. В экструзионных машинах, особенно с большим диаметром и длинным шнеком, материал может быть перегрет. диаметр червяка очень сильно влияет на производительность и потребляемую мощность. Поэтому более полную информацию о процессе можно получить, если на характеристическую диаграмму нанести, кроме линий температуры, линии гомогенности, границы экономической эффективности применения экструзионной машины при данной производительности (рис. 4.17).
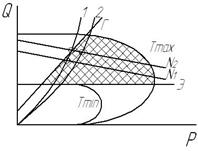
Рис. 4.17. Обобщенная характеристическая диаграмма:
Тmin и Tmax – линии минимальных и максимальных температур,
Г – граница гомогенности, Э – линия экономической целесообразности
При изменении параметров экструзии рабочая точка может быть сдвинута таким образом, что при и новом режиме получается наилучший результат по производительности, качеству и другим показателям.
Процесс экструзии находится в постоянном динамическом равновесии: изменение одного параметра процесса влечет за собой изменение других. Следовательно, для конкретных изделий при проведении процесса от персонала требуется большое искусство, чтобы выявить резервы и создать наиболее производительный процесс при высоком качестве изделий.
|
|
Дата добавления: 2015-06-04; Просмотров: 703; Нарушение авторских прав?; Мы поможем в написании вашей работы!