КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Внутренние металлоконструкции печи
|
|
|
|
Для размещения изделий и транспортирования их внутри печи применяют различные металлоконструкции. Садку изделий в камерных печах размещают на подкладках, что позволяет осуществить ее нагрев со всех сторон. Ряды изделий в садке отделяются друг от друга прокладками, что ускоряет нагрев и сокращает длительность выдержки.
Мелкие изделия укладывают в металлические корзины, а более крупные и сложной формы – на поддоны 3 (рис. 5.29), которые перемещают вдоль печи с помощью неприводных роликов 2, смонтированных на роликовой направляющей.
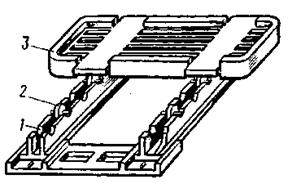
 Рис. 5.29. Роликовые направляющие с поддоном:
Рис. 5.29. Роликовые направляющие с поддоном:
1 – направляющие; 2 – неприводной ролик; 3 – поддон
Загрузку контейнеров в печь и их перемещение в рабочем пространстве осуществляют с помощью винтовых или рычажных толкателей, имеющих электрический или гидравлический (пневматический) привод (рис. 5.30).
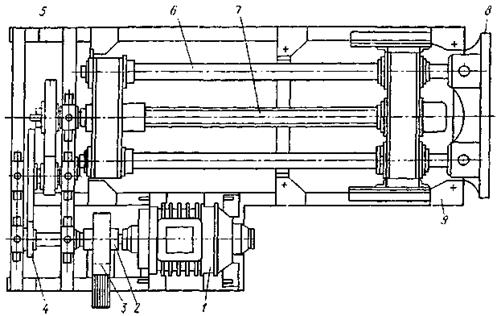
Рис. 5.30. Винтовой толкатель
К раме толкателя 9 прикреплены двигатель 1, муфта 2, тормоз 3, система шестерен 4 и 5, а также винт 7 и направляющие 6. Вращающий момент двигателя шестернями передается винту, перемещающему направляющие и траверсу 8, воздействующую на заготовки или поддоны с деталями.
Толкатели размещают вне печи. Они заталкивают поддоны с загрузочного стола в печь. Поддоны в печи размещаются вплотную. Поэтому при заталкивании в печь одного поддона из нее выдается соответственно также один с партией нагретых изделий.
Перемещение в печах толстых листов, длинных прутков или труб осуществляется с помощью приводных роликов с индивидуальным или групповым приводом. На рис. 5.31 показан монолитный ролик из стального прутка.
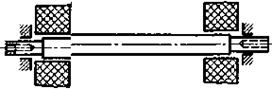 Рис. 5.31. Стальной ролик
Рис. 5.31. Стальной ролик
| Выбор роликов (конструкции, размеров, материала и др.) определяется температурой печи и составом атмосферы, массой изделий, шириной печи. При нагреве массивных изделий под пластическую деформации предусматривают водяное охлаждение цапф, а в некоторых |
случаях используют ролики с водоохлаждаемой осью.
|
|
|
Ролики печных рольгангов должны постоянно находиться в движении, так как остановка их на 3 – 5 мин при рабочих температурах может прилети к их деформации.
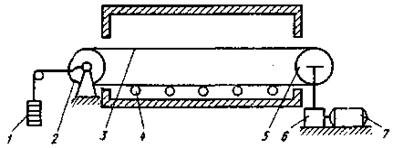
Для транспортирования не очень массивных деталей применяют конвейеры. На рис. 5.32, а приведена схема печного конвейере, основные элементы которого – бесконечная лента 3 ведущий (приводной) 5 и натяжной (подвижный) 2 барабаны или звездочки, опорная часть 4, редуктор и вариатор 6, двигатель 7. Натяжение ленты конвейера осуществляется контргрузом 1.
Опорная часть конвейера, на которую опирается лента, представляет металлические плиты, закладываемые в под. В некоторых случаях опорную часть выполняют из приводных или неприводных роликов.
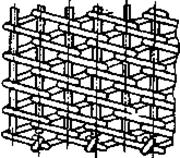
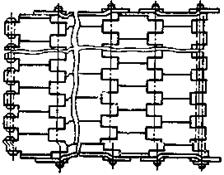
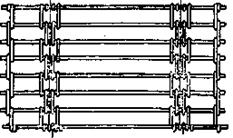
По конструкции ленты конвейеров подразделяют на сетчатые (рис. 5.32, б, в), панцирные (из литых или штампованных звеньев) (рис. 5.32, в) и ленты из цепей Галля (рис. 5.32, г). Первый используют для нагрева изделий массой до 1,5 кг, а последние – поковок, отливок толстых листов и мелких слитков.
В термических цехах, где обработке подвергают тяжелые изделия, а также в кузнечно прессовых цехах используют печи с шагающими балками. Под таких печей состоит из нескольким подвижных 1 и неподвижных 2 балок (рис. 5.33, а). Изделие 3 при работе балок попеременно размещается то на одних балках, то на других. Циклограмма перемещения балок показана на рис. 5.33, б. Вначале подвижная балка с помощью механизма перемещается по вертикали (линия аб). Затем балку передвигают вперед и вниз (линия вг), оставляя изделия на неподвижных балках. После возвращения балки в исходное положение (г–а–б) цикл повторяется. Стальной каркас 
 балок футеруют огнеупорным кирпичом или бетоном.
балок футеруют огнеупорным кирпичом или бетоном.
|
|
|
Привод балок может быть гидравлическим или рычажным с контргрузами.
 а)
а)
|  б)
б)
|
 в)
в)
|  г)
г)
|
Рис.5.32. Схема печного конвейера
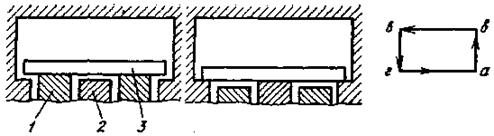
Рис. 5.33. Шагающие балки: 1 – расположение балок в печи; 2 – циклограмма перемещения балок
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 839; Нарушение авторских прав?; Мы поможем в написании вашей работы!