КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Инструменты и приспособления, применяемые при обработке отверстий
|
|
|
|
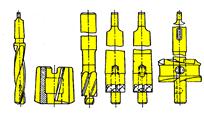
Зенкеры предназначены для обработки отверстий в заготовках, полученных отливкой штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости. По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое).
 Зенкеры: Выбор конструкции зенкера и материала рабочей
Зенкеры: Выбор конструкции зенкера и материала рабочей
 части в значительной степени зависит от обрабатываемого
части в значительной степени зависит от обрабатываемого
материала и параметров обрабатываемого отверстия:
* зенкеры из быстрорежущей стали, имеющие три-четыре
зуба и диаметр от 10 до 40мм, применяются для обработки
отверстий в заготовках из конструкционной стали;
* зенкеры, оснащенные пластинами из твердого сплава,
имеющие три-четыре зуба и номинальный диаметр от 14
а б в г д е до 50мм, используются при обработке отверстий в
а-спиральный цельный; б-насадной; заготовках из труднообрабатываемых и закаленных сталей;
в- цилиндрический; г- со сменно * зенкеры с насадными головками из быстрорежущей
составляющей; д- сборный; е- двусторонний стали номинальным диаметром от 32 до 80мм
предназначены для обработки отверстий в заготовках из
 63
63
конструкционных сталей;
* перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных
металлов;
* для обработки глухих отверстий диаметром от 15 до 25мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания.

 Зенковки и цековки предназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Зенковки и цековки предназначены для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
|
|
|
Зенковки для обработки отверстий под цилиндрические
 головки винтов изготавливаются с цилиндрическим и
головки винтов изготавливаются с цилиндрическим и
коническим хвостовиком. Зенковки с цилиндрическим
хвостовиком выпускаются диаметром 15; 18; 20; 22 и 24мм; а
 зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
зенковки с коническим хвостовиком – диаметром 15; 18; 20; 22
24; 26; 30; 32; 33; 34; 36 и 40мм.
Зенковки для обработки конических углублений с углами
 60, 90 и 120º также изготавливают с цилиндрическим,
60, 90 и 120º также изготавливают с цилиндрическим,
и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком
изготавливают диаметром 8; 10; 12; 16; 20; 25мм, а с коническим
хвостовиком – диаметром 16; 20; 25; 31,5; 40; 63 и 80мм.
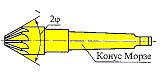
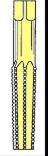
 Развертки бывают цилиндрические и конические.
Развертки бывают цилиндрические и конические.
Конические развертки предназначены для развертывания конусных

 отверстий. Ручные развертки приводят во вращение ручным воротком.
отверстий. Ручные развертки приводят во вращение ручным воротком.
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых
расположены канавки; зубья служат для образования режущих кромок и отвода
наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а
верхняя – калибрующая – направляет развертку и окончательно калибрует отверстия.
Ручные развертки на своей хвостовой части имеют квадратный конец для
вращения их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток
 из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
из трех штук: черновая (обдирочная), промежуточная и чистовая развертки. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при
развертывании просверленные отверстия в стали смазывают минеральным маслом, в
|
|
|
меди – эмульсией, в алюминии – скипидаром, а в латуни и бронзе отверстия
развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 6423; Нарушение авторских прав?; Мы поможем в написании вашей работы!