КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование ТП изготовления фланцев
|
|
|
|
3.4.1. Служебное назначение фланцев и технические требования к ним
Основное служебное назначение фланцев заключается в ограничении осевого перемещения вала, установленного на подшипниках в изделии (машине), путем создания необходимого натяга или гарантированного осевого зазора между торцом фланца и торцом наружного кольца подшипника.
Кроме того, фланцы выполняют роль крышек отверстий под валы, создавая необходимое уплотнение.
Конструкции фланцев весьма разнообразны, однако все они к корпусу крепятся винтами и, как правило, с утопленными головками (рис. 55).
 |
Рис. 55. Опора вала с фланцем
Базами у таких фланцев являются посадочная цилиндрическая поверхность по размеру отверстия в корпусе, малый торец центрирующего пояска, прилегающий непосредственно (или через промежуточное кольцо) к торцу наружного кольца подшипника. Этот торец выполняет роль установочной базы.
Фланцы изготовляют из различного материала: чугуна СЧ15, сталей 30, 45 и др. В зависимости от серийности выпуска в качестве заготовок для фланцев применяют отливки (чугунные и стальные), поковки и штампованные заготовки, а также диски, отрезанные от сортового прутка. При достаточно большой серийности литые фланцы изготовляют по выплавляемым моделям с минимальными припусками, ряд их поверхностей может не подвергаться в дальнейшем механической обработке, например, отверстия под крепежные болты.
3.4.2. ТП обработки фланцев
В зависимости от вида заготовки, материала и технических требований фланцы подвергают термической обработке – отжигу.
На первых операциях ТП обрабатывают основные базы с тем, чтобы на последующих операциях их использовать в качестве технологических баз. На первой операции в качестве технологических баз используют наружную цилиндрическую поверхность большего диаметра и торец фланца. На этой операции обрабатываются посадочная поверхность цилиндрического пояска, торец, буртик и выточки. Затем на базе этих обработанных поверхностей обрабатывают цилиндрическую поверхность большего диаметра, торец и фаски фланца (рис. 56).
|
|
|
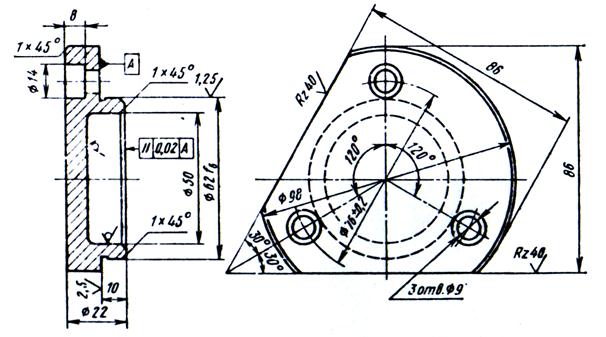 |
Рис. 56. Фланец
На этих же базах обрабатывают крепежные отверстия и лыски, если они предусмотрены конструкцией.
В крупносерийном производстве для операций точения используются многошпиндельные вертикальные токарные полуавтоматы 1К282 и 1К284.
В серийном производстве токарная обработка производится на токарных станках (16К20, 16К20Ф3 и др).
Фрезерование лысок выполняют на фрезерных станках различных типов с применением универсальных и специальных приспособлений с базированием по посадочному пояску, торцу фланца и крепежному отверстию.
В зависимости от технических требований поверхности цилиндрического пояска и торцов могут подвергаться шлифованию на станках 3А130.
Обработка отверстий в крупносерийном производстве может быть произведена на вертикально-сверлильном станке с применением многошпиндельных головок, а также на агрегатно-сверлильном станке.
Обработка крепежных отверстий фланцев в серийном производстве производится на вертикально-сверлильном, радиально-сверлильном станках в приспособлениях (инструмент направляется посредством втулок), на вертикально-сверлильном станке с ЧПУ 2Р118Ф2 и 2Р135Ф2 с револьверной головкой на шесть инструментов, а также на фрезерном станке с ЧПУ 6Р13РФ3 с револьверной головкой на пять инструментов с фрезерованием лысок.
При обработке на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок с выводом и индексацией стола на заданную координату по управляющей программе. Поэтому в целях предотвращения увода сверла, особенно если внешний торец фланца литой или штампованной заготовки остается необработанным, рекомендуется перед сверлением предварительно зацентровать отверстие (рис. 57).
|
|
|
Обработка отверстий может выполняться по параллельному и последовательному методам. В первом случае сначала одним инструментом, например сверлом, сверлят все отверстия, а затем после поворота инструментальной головки последовательно цекуют все отверстия.
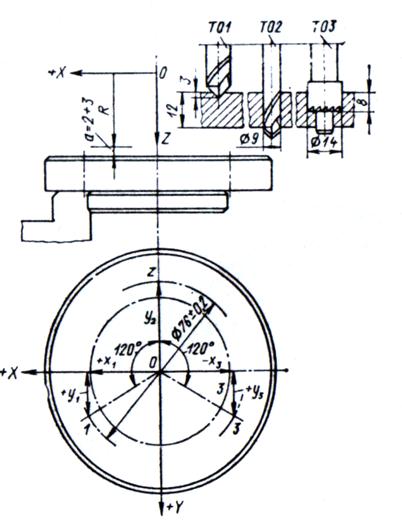 |
Рис. 57. Схема координат отверстий во фланце при обработке их на станке 2Р135Ф2
Во втором случае каждое отверстие последовательно обрабатывают разными инструментами, а затем после изменения позиционирования обрабатывают следующие отверстия в том же порядке. При параллельном методе суммарное вспомогательное время на перемещение стола и инструмента будет меньше. Объясняется это, прежде всего тем, что число поворотов револьверной головки для смены инструмента при последовательном методе больше, да к тому же при повороте головки необходимо выводить ее в крайнее верхнее положение, на что тратится больше времени. При параллельном методе обработки поворот головки происходит только после того, как будут обработаны одним инструментом все отверстия и при переходе от одного отверстия к другому головка с инструментом не отводится в крайнее верхнее положение.
ЛИТЕРАТУРА
1. Технология машиностроения (специальная часть): Учебник ½ А.А. Гусев, Е.О. Ковальчук, И.М. Колесов и др. – М.: Машиностроение, 1986.
2. Маталин А.А. Технология машиностроения: Учебник. – Л.: Машиностроение, Ленинград.отд., 1985.
3. Проектирование технологии: Учебник ½ И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; Под общ. ред. Ю.М. Соломенцева. – М.: Машиностроение, 1986.
4. Ковшов А.Н. Технология машиностроения: Учебник. – М.: Машиностроение, 1987.
5. Дипломное проектирование по технологии машиностроения: [Учеб.пособие. для вузов ½ В.В.Бабук, П.А.Горезко, К.П.Забродин и др.] по общ.ред. В.В.Бабука. – Минск: Высш. шк., 1979.
6. Иващенко И.А. Технологические размерные расчеты и способы их автоматизации. – М.: Машиностроение, 1975.
|
|
|
7. Единая система технологической документации, классификационная группа 1. – М.: Изд-во стандартов, 1974.
8. Методические указания по заполнению технической документации при выполнении контрольных работ, курсовых и дипломных проектов ½ Сост. Н.Н. Богородицкий и др. – Л.: СЗПИ, 1985.
9. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч.1, 2. – М.: Машиностроение, 1974.
10. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. – М.: Машиностроение, 1977.
11. Справочник технолога-машиностроителя: В 2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
12. Станки с программным управлением: Справочник ½ Под ред. Г.А.Монахова. – М.: Машиностроение, 1975.
13. И.Н. Колодонов, В.Д. Макаров, Д.А. Шулаков. Экономическое обоснование технологического раздела дипломных проектов. Учебн. пособие. – СПб.: СЗПИ, 1998.
14. О.Н. Куликов, Е.Н. Ромин. Охрана труда в металлообрабатывающей промышленности. – М.: Металлообработка, 2003.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 1109; Нарушение авторских прав?; Мы поможем в написании вашей работы!